B21, China Town Mall, Midrand













disposable PP food grade cutlery plastic fork knife spoon making machine
Asset finance available
Do you want funding for this equipment?
Afrimart can connect you with trusted funding partners who specialise in asset finance for businesses like yours. Compare options and apply in minutes — final approval is subject to provider review.
Check funding options
Secure & no obligation

- Section : Machinery
- Category : Industrial Machinery
- SKU : 60738870501

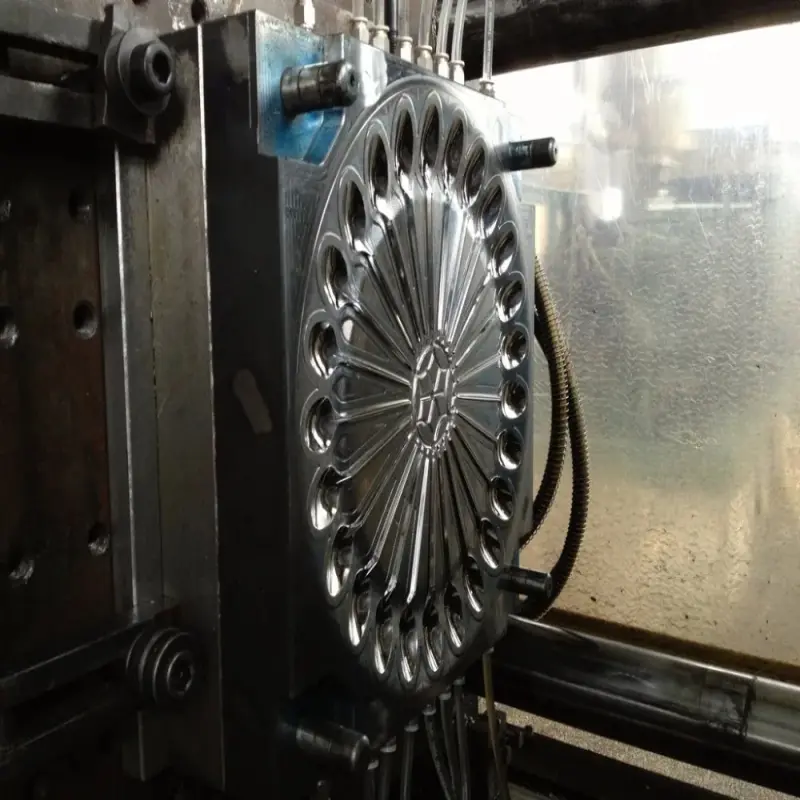
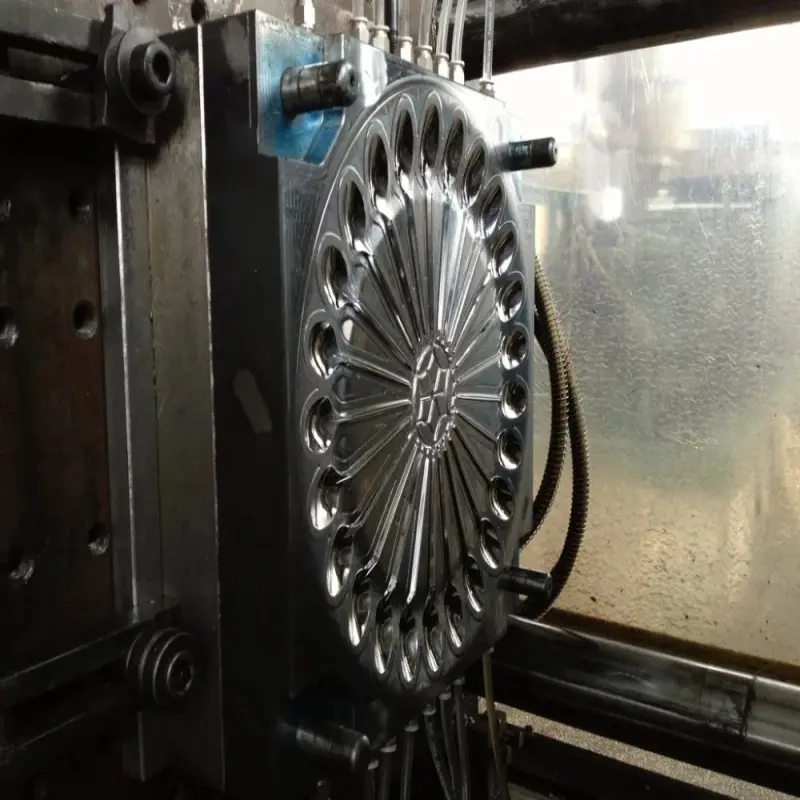
disposable PP food grade cutlery plastic fork knife spoon making machine
Machine Introduction
Plastic Injection molding machine 200T
1) Precision hydraulic synchronous template adjusting system.
2) Optimal design of high-strength, precision clamping unit.
3) Large screen, high precision machine computer system.
4) Optimized electric system.
5) Balanced type of double whole transfer oil cylinder.
6) Large torque oil motor.
7) High abrasion-resistant alloy sliding block.
8) The integrate type of detachable oil tank, magnetic filter and bypass strainer.
9) Reasonable and high efficient lubrication system.
10) Modularized energy conservation, high response oil-way system.
Machine Paramenters
| MACHINE MODEL | UNIT | OST-2000 | ||
| INJECTION DEVICE | ||||
| SCREW DIAMETER | MM | 42 | 45 | 50 |
| SCREW DOAMETER RATIO | L/D | 23.6 | 22 | 19.8 |
| THEORETICAL SHOT VOLUME | CM3 | 312 | 358 | 442 |
| INJECTION WEIGHT ( PS) | G | 284 | 325 | 402 |
| INJECTION RATE ( PS) | G/S | 123 | 142 | 175 |
| INJECTION PRESSURE | MPA | 226 | 197 | 159 |
| SCREW SPEED | RPM | 0-200 | ||
| CLAMPING UNIT | ||||
| CLAMPING FORCE | KN | 2000 | ||
| TOGGLE STROKE | MM | 435 | ||
| SPACE BETWEEN TIE-BARS | MM | 515X465 | ||
| MIN-MAX MOULD THICKNESS | MM | 180-560 | ||
| EJETION STROKE | MM | 150 | ||
| EJECTING FORCE | KN | 77 | ||
| OTHERS | ||||
| MAXIMUM SYSTEM PRESSURE | MPA | 16 | ||
| OIL PUMP MOTOR POWER | KW | 18.5 | ||
| HEATER POWER | KW | 13 | ||
| OVERALL DIMENSION (ROUGH ) | MM | 5000X1600X2000 | ||
| MACHINE WEIGHT ( ROUGH ) | TON | 5.6 | ||
Machine Introduction





- Shipping Timeframes: All orders are processed within 2-5 business days (excluding weekends and holidays). After your order has been processed, the estimated delivery time is before 29 Aug, 2026, depending on customs, Please note that due to high demand, some items may experience longer shipping times, which will be communicated at order confirmation email.
- Order Processing Time: Please allow 2-5 business days for us to process your order before it is shipped . Orders placed after 16:00 on Fridays, or during weekends and public holidays, will begin processing on the next business day. Processing times may be extended during peak seasons or sales events.
- Manufacturing Time: Some products needs manufacturing time, the manufacturing process will take approximately 10-30 business days depending on the product. This timeframe may vary depending on the complexity of the product and current demand. but this will be communicated with you during order confirmation.
- Returns and Exchanges: We offer a 30-day return policy for most items. If you are not completely satisfied with your purchase, you may return it within 30 days of receipt for a refund or exchange. Items must be unused, in their original packaging, and accompanied by proof of purchase. Return shipping costs are the responsibility of the customer, unless the item was damaged or defective upon arrival.
1. What products can this machine make?
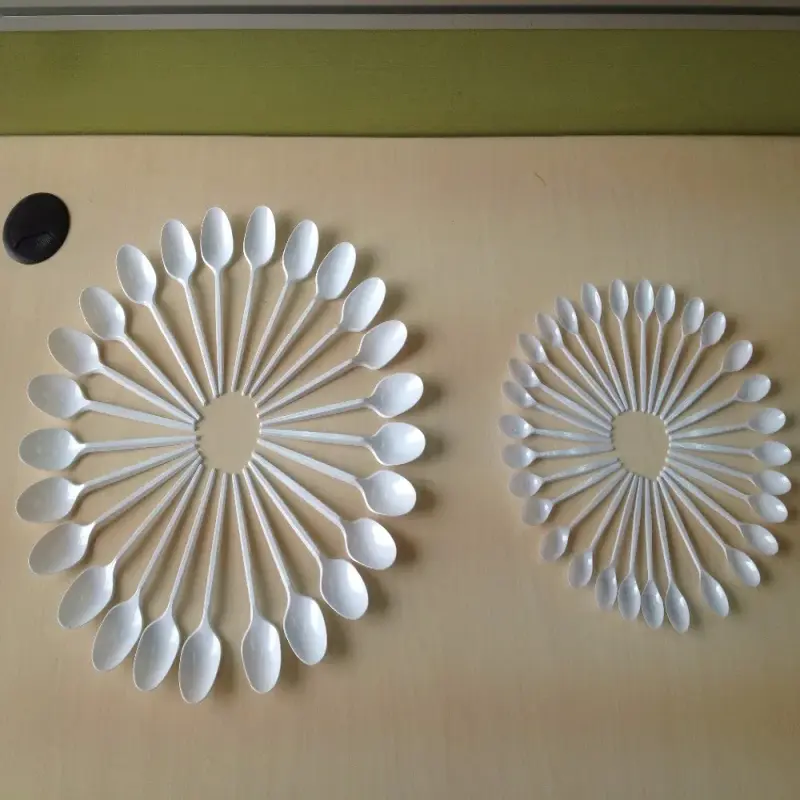
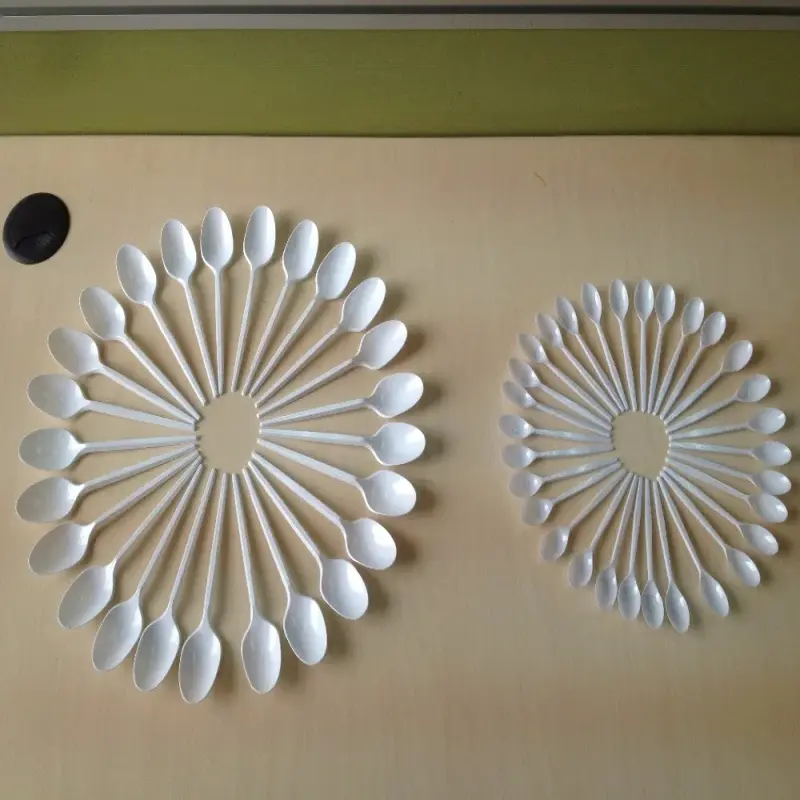
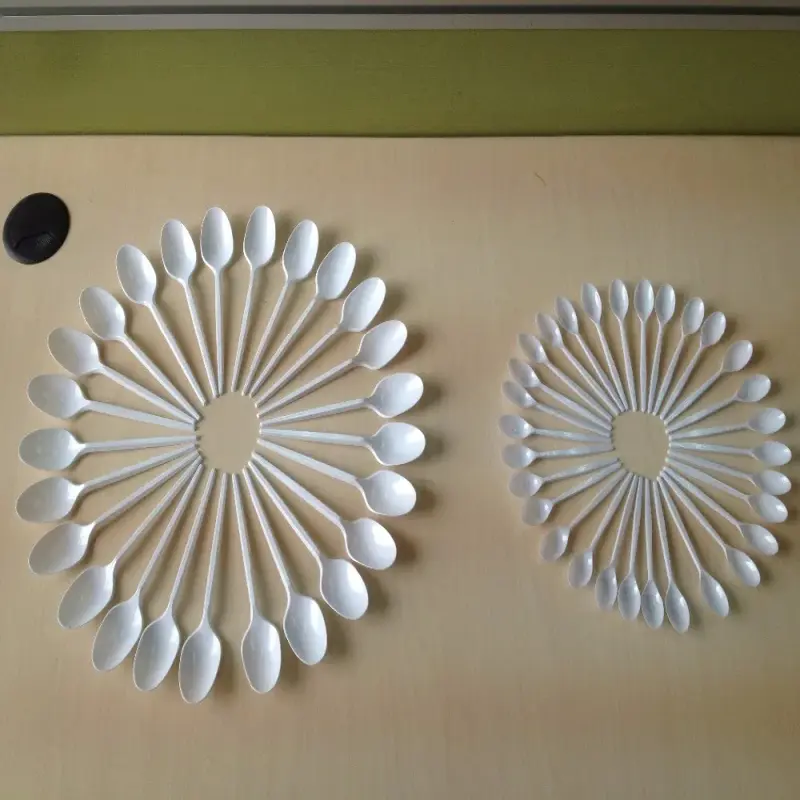
This is an injection molding machine designed to produce disposable PP (food-grade) cutlery such as forks, knives and spoons. With the appropriate mold it can also produce similarly sized single‑use food utensils.
2. What molding technology does the machine use?
It is a hydraulic plastic injection molding machine with a precision hydraulic synchronous template adjusting system and a high‑precision machine computer control for stable, repeatable molding.
3. Which materials are compatible?
It is optimized for food‑grade polypropylene (PP). Other thermoplastics may be processed if compatible with the screw/barrel and mold design, but food contact applications should use FDA/EU‑compliant resins and validated molds.
4. What are the main technical specifications?
Key specs include 2000 kN clamping force, tie‑bar spacing 515 × 465 mm, mold thickness range 180–560 mm, ejection stroke 150 mm, ejection force 77 kN, maximum system pressure 16 MPa, oil pump motor 18.5 kW, heater power 13 kW, overall dimensions ~5000 × 1600 × 2000 mm and approximate weight 5.6 tons. Screw speed range is 0–200 rpm.
5. What cycle time and production rate can I expect?
Cycle time depends on part geometry, wall thickness, mold design and cooling. Typical cycle times for disposable cutlery commonly range from several seconds to around 20 seconds. Final production rate should be calculated from validated cycle time with your specific mold and process.
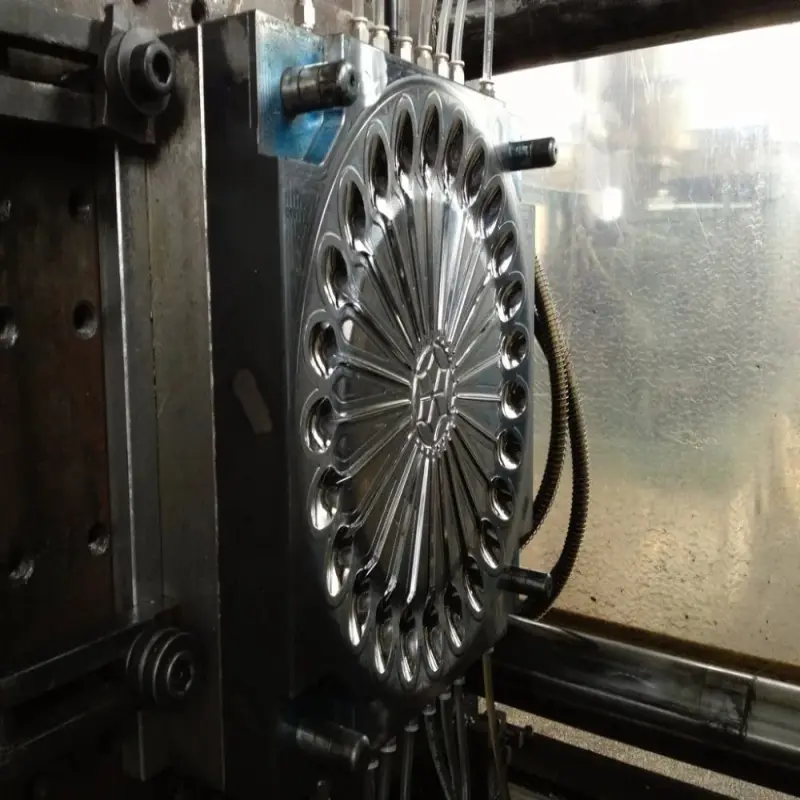
6. What are the mold requirements?
Molds must fit within the tie‑bar spacing and mold thickness limits (180–560 mm). For food utensils use polished stainless steels or appropriate food‑contact tooling materials, proper cooling channels, and consider hot runner systems or multi‑cavity layouts to meet production targets.
7. Does the machine meet food safety requirements?
The machine is designed to mold food‑grade PP parts, but compliance depends on using certified food‑grade resin, hygienic mold materials and cleaning procedures. Final regulatory compliance (FDA, EU, etc.) is the customer's responsibility and requires validation of materials and processes.
8. What control and user interface features are included?
It includes a large screen, high‑precision machine computer system (PLC/HMI) for process control, parameter setting and monitoring, making operation and recipe management straightforward.
9. What energy‑saving or efficiency features does it have?
Design highlights include a modularized energy conservation oil‑way system, balanced transfer oil cylinders, optimized electric system and efficient lubrication to reduce energy waste. Actual consumption depends on cycle, heaters and runtimes.
10. What maintenance is required?
Routine maintenance includes daily cleaning of the mold and barrels, checking oil levels and filters (magnetic filter and bypass strainer), greasing lubrication points, monitoring wear parts (screw, barrel, sliding blocks), and scheduled hydraulic oil and filter changes per the supplier manual.
11. What safety features are provided?
The machine includes hydraulic synchronous template control, robust clamping, emergency stop and interlocks. Standard guarding and safety devices should be installed per local regulations; additional safety customization can be provided by the supplier.
12. Can I customize the machine for different cutlery designs or output?
Yes — you can change molds to produce different shapes and cavity counts. Discuss required production rate, cavity count, mold layout and optional equipment (e.g., hot runners, chillers, automation) with the supplier to size and configure the system appropriately.
13. What after‑sales support, installation and training are available?
Most suppliers provide installation and commissioning, onsite or remote start‑up assistance, operator and maintenance training, plus technical support. Exact services and warranty terms vary—confirm scope and costs with the vendor before purchase.
14. Are spare parts and consumables readily available?
Wear parts such as screws, barrels, seals, heaters, filters and hydraulic components are typically available from the manufacturer or authorized distributors. It is recommended to stock critical spares to minimize downtime.
15. How do I order and what is the typical lead time?
Contact the supplier with required specifications (part design, cavity count, production rate, local voltage and optional equipment). Lead time depends on configuration and mold manufacturing but commonly ranges from several weeks to a few months; get a formal quote for accurate timing.
Latest Order Arrivals
Discover our latest orders

12 Heads Embroidery Machine

Toilet Paper Machine Machine

Order Collection

Cross Border Clients

Order cros border countries Collected

Industrial Machine Cllection

Agriculture Processing Machines

Ready for collection

Water Pump Equipment

Packaging Machine and accessories

Fabrics Manufacturing Equipment

Mining Equipments

Food Processing Machine

Batch of Orders

Batch of Orders

Latest Orders Labelled

wheel alignment machines

new arrivals

Pre Orders Offloading

Latest Arrivals

Latest Arrivals

Latest Arrivals

Loading

Toilet paper making machine

Toilet paper making machine

Toilet paper Rewinding Machine

latest arrivals

offloading

order success

order collection

order offloading