B21, China Town Mall, Midrand






Product Descriptions

- Shipping Timeframes: All orders are processed within 2-5 business days (excluding weekends and holidays). After your order has been processed, the estimated delivery time is before 03 Feb, 2026, depending on customs, Please note that due to high demand, some items may experience longer shipping times, which will be communicated at order confirmation email.
- Order Processing Time: Please allow 2-5 business days for us to process your order before it is shipped . Orders placed after 16:00 on Fridays, or during weekends and public holidays, will begin processing on the next business day. Processing times may be extended during peak seasons or sales events.
- Manufacturing Time: Some products needs manufacturing time, the manufacturing process will take approximately 10-30 business days depending on the product. This timeframe may vary depending on the complexity of the product and current demand. but this will be communicated with you during order confirmation.
- Returns and Exchanges: We offer a 30-day return policy for most items. If you are not completely satisfied with your purchase, you may return it within 30 days of receipt for a refund or exchange. Items must be unused, in their original packaging, and accompanied by proof of purchase. Return shipping costs are the responsibility of the customer, unless the item was damaged or defective upon arrival.
1. What is a vacuum furnace?
A vacuum furnace is a heat-treating furnace that operates under reduced pressure to perform processes such as annealing, brazing, hardening, sintering and heat treatment in a controlled, clean environment to prevent oxidation and contamination.
2. What processes can be performed in a vacuum furnace?
Common processes include vacuum annealing, vacuum hardening/quenching, vacuum brazing, sintering, tempering, stress relieving and degassing for metals, ceramics and some composite materials.
3. What temperature range do vacuum furnaces typically operate in?
Typical operating temperatures range from about 200 °C to 1400 °C; specialized systems can reach 1600 °C or higher depending on furnace design and heating elements.
4. What level of vacuum is required for vacuum furnace operation?
Vacuum levels typically used are in the rough to high vacuum range, often between 10^-2 mbar (10^-3 Torr) and 10^-6 mbar (10^-8 Torr) depending on the process and material sensitivity.
5. What materials can be processed in a vacuum furnace?
Vacuum furnaces are suitable for stainless steels, tool steels, titanium, nickel alloys, superalloys, copper alloys, some ceramics and powder metallurgy parts; material compatibility depends on temperature and process specifics.
6. What are the advantages of using a vacuum furnace over air furnaces?
Advantages include contamination-free atmospheres (no oxidation or scaling), improved surface finish, precise atmosphere control, consistent repeatability, superior brazing joints and reduced need for post-cleaning.
7. Do vacuum furnaces use quenching gases?
Yes; many vacuum furnaces use high-pressure inert gas quenching (typically nitrogen or argon) to cool parts rapidly after heat treatment. Gas quench pressures often range from 1 to 10 bar depending on the system.
8. What utilities and site requirements are needed to install a vacuum furnace?
Typical requirements include a three-phase electrical supply sized to the furnace, cooling water for pumps and condensers (or air-cooled options), compressed inert gas (nitrogen/argon) for quenching and purging, adequate ventilation and a level reinforced floor; exact requirements vary by model.
9. What maintenance is required for a vacuum furnace?
Regular maintenance includes vacuum pump oil and filter changes, leak checks, heating element inspection and replacement as needed, thermocouple calibration, door/gasket inspection and cleaning, and periodic controller/software updates.
10. How do I choose between mechanical, turbo, or diffusion pumps for my vacuum furnace?
Mechanical (roughing) pumps handle initial evacuation; turbo molecular pumps are used for high and clean vacuum applications and quicker pumpdown; diffusion pumps are used for high vacuum at high throughput. Choice depends on required vacuum level, contamination sensitivity and budget.
11. Can vacuum furnaces be customized for specific parts or processes?
Yes. Furnaces are often customized for chamber size, heating element configuration, fixture and load design, vacuum/purge hardware, quench system, control software and special atmosphere or tooling requirements.
12. What safety considerations are important when operating a vacuum furnace?
Key safety items include proper training, interlocks on doors, handling procedures for hot parts, safe management of high-pressure quench gases, electrical safety, adequate ventilation for any off-gassing, and routine inspection of seals and pressure systems.
13. How long does a typical vacuum heat-treatment cycle take?
Cycle times vary widely by process and part mass: simple anneals for small parts may take 1–3 hours, hardening cycles including heat-up and quench can take 2–6 hours, while vacuum brazing or sintering cycles can extend to 6–24 hours depending on ramp rates and soak durations.
14. How do I prevent contamination or deposits on parts during vacuum processing?
Use clean fixtures, pre-clean parts to remove oils or coatings, select appropriate atmosphere and temperature profiles, maintain clean vacuum pump oils or use oil-free pumps, and perform regular chamber cleaning and bakeouts as recommended.
15. What documentation, training and support are provided with a vacuum furnace?
Most manufacturers provide operation and maintenance manuals, control software documentation, installation and start-up support, operator training, and optional extended service agreements, spare parts kits and on-site technical assistance.
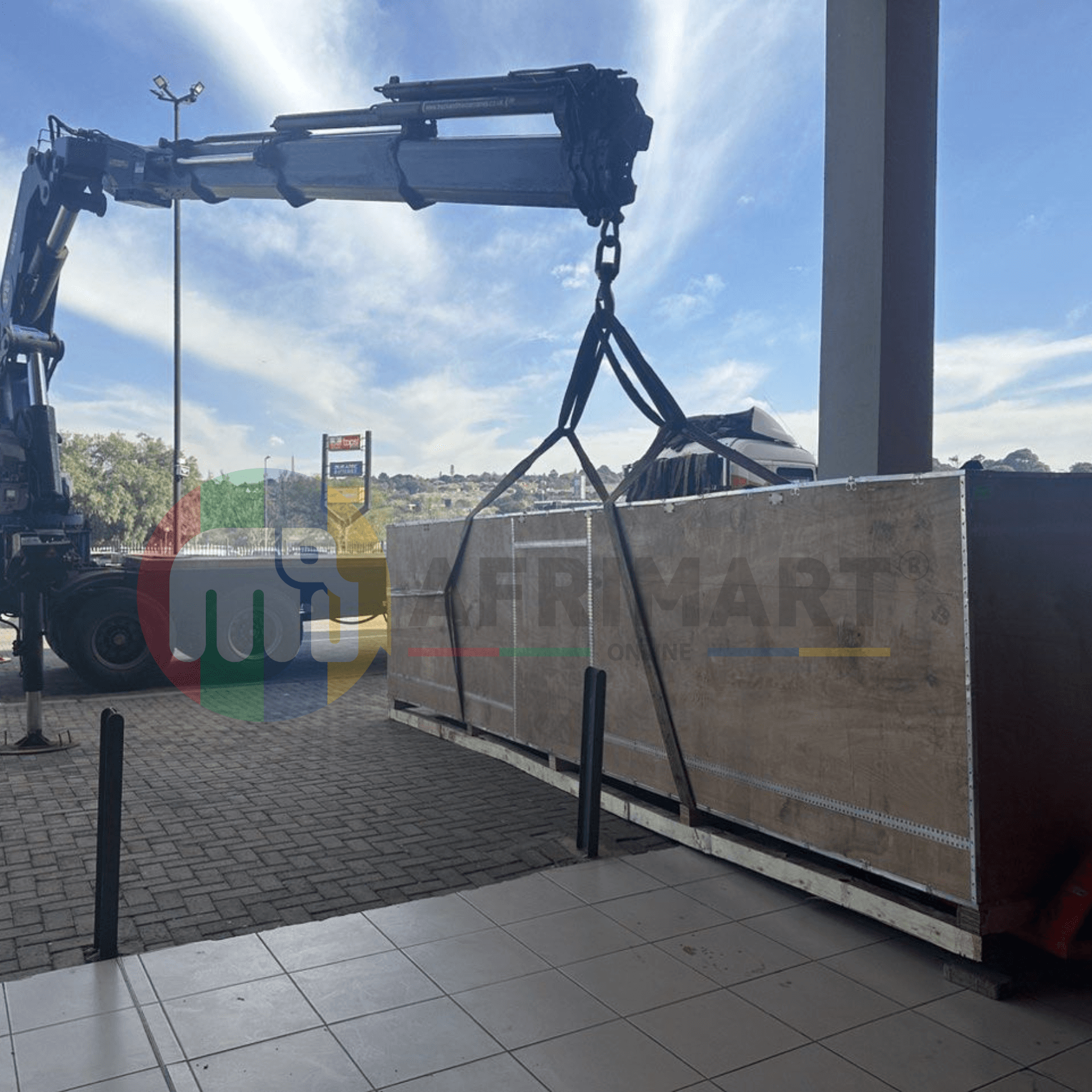
Latest Order Arrivals
Discover our latest orders
12 Heads Embroidery Machine

Dewatering Pump Machine

Order Collection

Portable Water Drilling Rig

Order Usefully Collected

Batch of Orders
Agriculture Processing Machines

Meat Grinder Machine

Water Pump Equipment

Packaging Machine and accessories

Fabrics Manufacturing Equipment

Mining Equipments

Food Processing Machine
Batch of Orders

Batch of Orders

Latest Orders Labelled
wheel alignment machines
new arrivals
Pre Orders Offloading

Latest Arrivals
Latest Arrivals


















