B21, China Town Mall, Midrand





Tabletop Automatic Induction Bottle Sealing Machine

- Section : Machinery
- Category : Packaging Machines
- SKU : 1600808896294

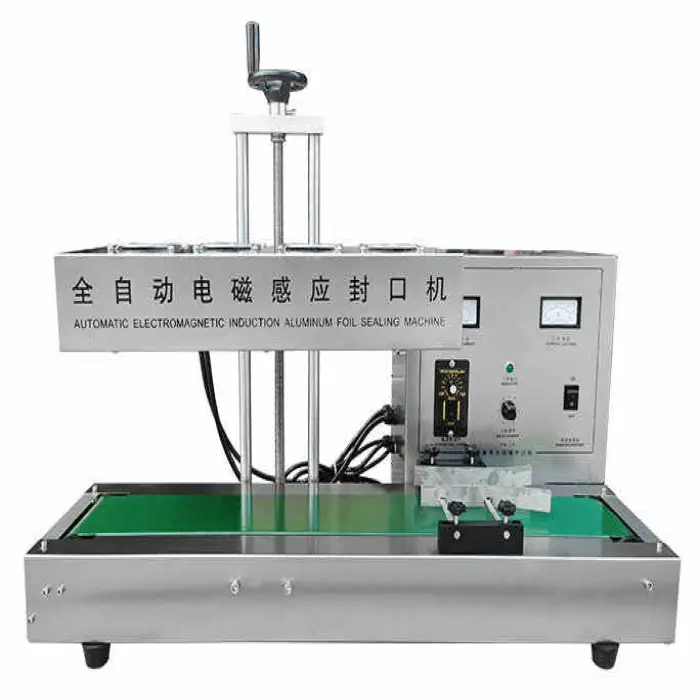
Tabletop Automatic Induction Bottle Sealing Machine
The Tabletop Automatic Induction Bottle Sealing Machine is the perfect solution for sealing various types of containers. This machine is designed to automatically seal bottles, pouches, and trays with ease. It is efficient, fast, and great for businesses that need to package food, beverages, medical supplies, and more. With a maximum speed of 50 pieces per minute, it helps you save time and improve productivity.
Specifications
| Attribute | Details |
|---|---|
| Driven Type | Electric |
| Packaging Type | Bags, Film, Foil, Stand-up Pouch, Pouch, Trays |
| Voltage | 220V |
| Automatic Grade | Automatic |
| Packaging Material | Plastic, Paper, Glass, Aluminium Foil |
| Application | Beverage, Food, Commodity, Cooked Food, Fresh Meat/Fish, Sandwich, Fruit, Medical, Chemical |
| Max Speed | 50 pcs/min |
| Power | 1300W |
| Core Components | PLC, Gear, Gearbox, Motor, Bearing, Engine, Pressure Vessel, Pump, Other |
| Material | SS304 |
Key Features
- Automatic operation for easy use
- Seals various materials including plastic and glass
- High-speed sealing of up to 50 pieces per minute
- Durable SS304 material for long-lasting performance
- Compact design suitable for tabletop use
Applications
- Food packaging
- Beverage sealing
- Medical supply sealing
- Chemical product packaging
- Fresh meat and fish sealing
Choose the Tabletop Automatic Induction Bottle Sealing Machine for your packaging needs and experience efficiency and reliability in your operations.
Product Info Gallery
- Shipping Timeframes: All orders are processed within 2-5 business days (excluding weekends and holidays). After your order has been processed, the estimated delivery time is before 07 Aug, 2026, depending on customs, Please note that due to high demand, some items may experience longer shipping times, which will be communicated at order confirmation email.
- Order Processing Time: Please allow 2-5 business days for us to process your order before it is shipped . Orders placed after 16:00 on Fridays, or during weekends and public holidays, will begin processing on the next business day. Processing times may be extended during peak seasons or sales events.
- Manufacturing Time: Some products needs manufacturing time, the manufacturing process will take approximately 10-30 business days depending on the product. This timeframe may vary depending on the complexity of the product and current demand. but this will be communicated with you during order confirmation.
- Returns and Exchanges: We offer a 30-day return policy for most items. If you are not completely satisfied with your purchase, you may return it within 30 days of receipt for a refund or exchange. Items must be unused, in their original packaging, and accompanied by proof of purchase. Return shipping costs are the responsibility of the customer, unless the item was damaged or defective upon arrival.
1. What is a Tabletop Automatic Induction Bottle Sealing Machine and how does it work?
It is a compact, electric machine that uses electromagnetic induction to heat a foil liner or heat-sealable film at the container mouth, creating a hermetic seal. The machine generates an alternating magnetic field that heats the foil lining, melting the heat-activated adhesive and bonding the liner or film to the container.
2. What types of containers and packaging materials are compatible?
It is designed for bottles, pouches, trays and stand-up pouches. Compatible packaging materials include plastic, paper, glass, and aluminium foil-based liners or heat-sealable films. Confirm liner/film type is induction-compatible before use.
3. What is the maximum sealing speed?
The machine can seal up to 50 pieces per minute under optimal conditions. Actual throughput will depend on operator loading/unloading speed, container shape and size, and selected settings.
4. What are the electrical requirements and power consumption?
The unit operates on 220V and consumes up to 1300W. A properly grounded supply and appropriate circuit protection are recommended.
5. What material is the machine made from?
Key external and structural parts are made from SS304 stainless steel for durability and easy cleaning in food, beverage and medical environments.
6. What controls and components does the machine include?
Core components include a PLC controller, motor, gearbox, bearings and induction coil. The PLC provides control over parameters such as power, sealing time and conveyor or handling speed.
7. Is the machine fully automatic and easy to operate?
Yes. It is an automatic unit designed for tabletop use. Operators typically load containers and the machine performs induction sealing automatically. PLC settings allow easy adjustment of parameters.
8. How do I adjust settings for different containers or materials?
Use the PLC interface to adjust power output, dwell time (sealing time) and processing speed. For thicker liners or larger containers increase power or dwell time; for thin films reduce settings. Run test seals and inspect quality before full production.
9. What common causes and fixes are there for poor or incomplete seals?
Common causes: incorrect liner/film type, wrong power or dwell time, coil too far from container mouth, contaminants on the sealing surface, or incompatible cap material. Fixes: verify liner compatibility, clean sealing surface, adjust PLC power/time, and check coil position.
10. Can the machine seal metal caps?
Induction sealing works by heating a conductive foil liner. If a metal cap blocks the magnetic field or prevents the foil from mating to the bottle lip, sealing may fail. Typically it is used with plastic or non-conductive caps that contain an induction-compatible liner. Confirm compatibility with the supplier.
11. What maintenance is required?
Regularly clean the sealing head and work surface, inspect and clean the induction coil, check mechanical fasteners and bearings, lubricate moving parts per manufacturer guidance, and replace worn seals or coils. Follow a scheduled maintenance checklist to ensure reliability.
12. Is the machine safe for use with food and medical products?
Yes—when properly operated, induction sealing is a non-contact process that provides tamper-evident, hygienic seals. The SS304 construction supports sanitary use. Always follow good manufacturing practices and validate seals for your specific product.
13. What troubleshooting steps should I take if the machine won't power on or runs intermittently?
Check mains voltage and grounding, inspect fuses/circuit breakers, verify emergency stop and safety interlocks are released, ensure PLC shows normal status, and examine wiring for loose connections. Contact technical support if faults persist.
14. Are spare parts and service available?
Yes—typical spare parts include induction coils, PLC modules, motors, bearings and electrical components. Service contracts or on-demand technical support may be available from the supplier; request parts lists and lead times when purchasing.
15. Do you provide certifications, customizations or integration options?
Certifications (CE, ISO, etc.) and customization options vary by manufacturer. Ask the supplier about available certifications, custom fixtures for unusual containers, integration with conveyors or upstream/downstream equipment, and software/PLC customization.
Latest Order Arrivals
Discover our latest orders

12 Heads Embroidery Machine

Toilet Paper Machine Machine

Order Collection

Cross Border Clients

Order cros border countries Collected

Industrial Machine Cllection

Agriculture Processing Machines

Ready for collection

Water Pump Equipment

Packaging Machine and accessories

Fabrics Manufacturing Equipment

Mining Equipments

Food Processing Machine

Batch of Orders

Batch of Orders

Latest Orders Labelled

wheel alignment machines

new arrivals

Pre Orders Offloading

Latest Arrivals

Latest Arrivals

Latest Arrivals

Loading

Toilet paper making machine

Toilet paper making machine

Toilet paper Rewinding Machine

latest arrivals

offloading

order success

order collection

order offloading