B21, China Town Mall, Midrand






Pyrolysis Fluidized Reactor/ Lab Scale Semi Continuous Pyrolysis Reactor Design Picture for Biomass
Asset finance available
Do you want funding for this equipment?
Afrimart can connect you with trusted funding partners who specialise in asset finance for businesses like yours. Compare options and apply in minutes — final approval is subject to provider review.
Check funding options
Secure & no obligation

- Section : Machinery
- Category : Industrial Machinery
- SKU : 1601207809649

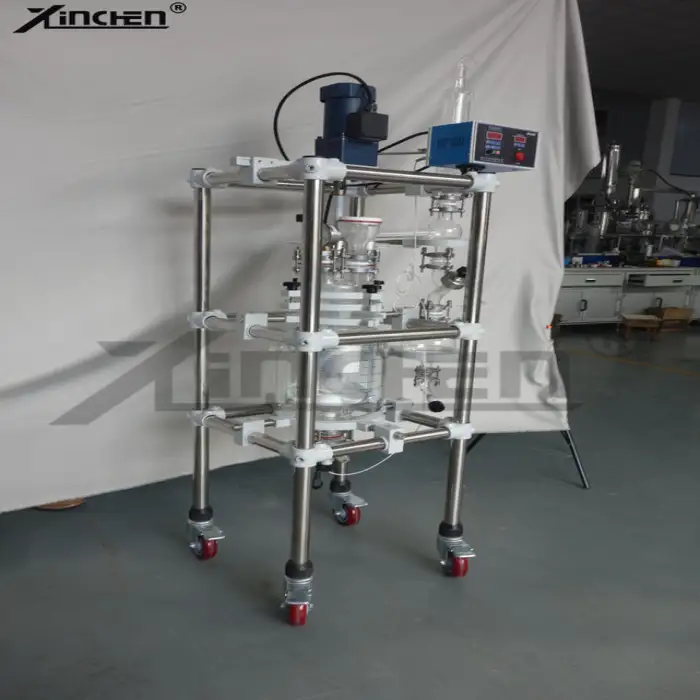
Pyrolysis Fluidized Reactor / Lab Scale Semi Continuous Pyrolysis Reactor Design Picture for Biomass
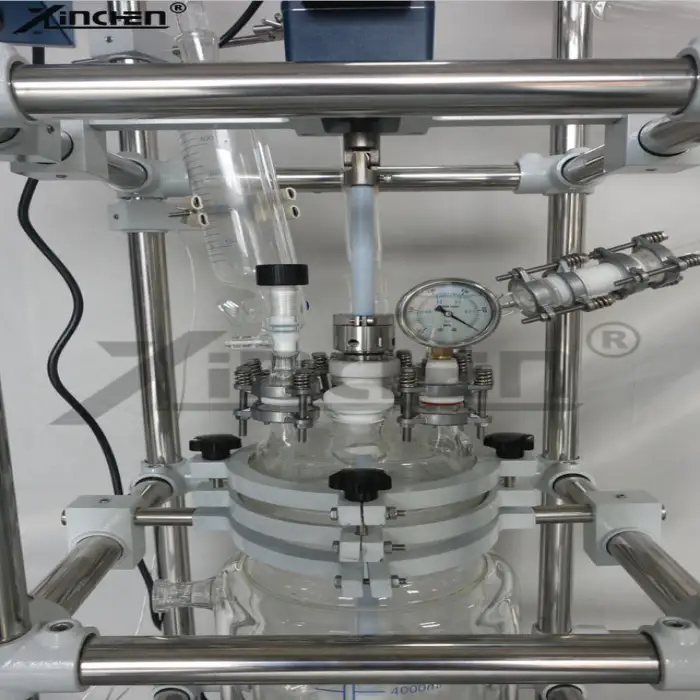
The Pyrolysis Fluidized Reactor is a cutting-edge lab scale semi-continuous pyrolysis reactor designed for efficient biomass processing. It features a robust design with high borosilicate glass and advanced heating methods. This reactor is perfect for research and development, providing an easy-to-use solution for biomass pyrolysis.
Specifications
| Attribute | Details |
|---|---|
| Capacity | 50 L |
| Certification | CE, ISO |
| Material | High Borosilicate Glass 3.3 |
| Heating Method | Heat-transfer Oil Heating |
| Mixing Shaft | Ceramic Mechanical Sealing |
| Cooling Equipment | Cool Chiller |
| Rotational Speed | 50-600 rpm |
| Vacuum Degree | 0.096 MPa |
| Warranty | 1 Year |
| Weight | 150 kg |
| Power | 180 W |
| Dimension (L*W*H) | 600*600*1800 mm |
Key Features
- Easy to operate with automatic controls.
- High-quality borosilicate glass for durability.
- Efficient heat transfer for optimal pyrolysis.
- Compact design suitable for laboratory use.
- Equipped with advanced core components for reliability.
Applications
- Research and development in biomass energy.
- Testing and analysis of pyrolysis processes.
- Production of biofuels from organic materials.
- Environmental studies on biomass conversion.
- Educational purposes in chemical engineering programs.
Product Info Gallery
- Shipping Timeframes: All orders are processed within 2-5 business days (excluding weekends and holidays). After your order has been processed, the estimated delivery time is before 08 Aug, 2026, depending on customs, Please note that due to high demand, some items may experience longer shipping times, which will be communicated at order confirmation email.
- Order Processing Time: Please allow 2-5 business days for us to process your order before it is shipped . Orders placed after 16:00 on Fridays, or during weekends and public holidays, will begin processing on the next business day. Processing times may be extended during peak seasons or sales events.
- Manufacturing Time: Some products needs manufacturing time, the manufacturing process will take approximately 10-30 business days depending on the product. This timeframe may vary depending on the complexity of the product and current demand. but this will be communicated with you during order confirmation.
- Returns and Exchanges: We offer a 30-day return policy for most items. If you are not completely satisfied with your purchase, you may return it within 30 days of receipt for a refund or exchange. Items must be unused, in their original packaging, and accompanied by proof of purchase. Return shipping costs are the responsibility of the customer, unless the item was damaged or defective upon arrival.
1. What is a Pyrolysis Fluidized Reactor?
A Pyrolysis Fluidized Reactor is a specialized laboratory equipment designed for the thermal decomposition of biomass in an oxygen-free environment, allowing for efficient conversion of organic materials into biofuels and other valuable products.
2. What is the capacity of this reactor?
The Pyrolysis Fluidized Reactor has a capacity of 50 liters, making it suitable for lab-scale experiments and research.
3. What materials is the reactor made from?
The reactor is constructed from high borosilicate glass 3.3, which provides excellent durability and resistance to thermal shock.
4. How is the reactor heated?
The reactor utilizes a heat-transfer oil heating method, ensuring efficient and even heating during the pyrolysis process.
5. What is the rotational speed range of the mixing shaft?
The mixing shaft can operate at a rotational speed ranging from 50 to 600 rpm, allowing for optimal mixing of biomass during pyrolysis.
6. Does the reactor have any certifications?
Yes, the Pyrolysis Fluidized Reactor is certified with CE and ISO standards, ensuring its quality and safety for laboratory use.
7. What is the vacuum degree of the reactor?
The reactor operates at a vacuum degree of 0.096 MPa, which is essential for achieving effective pyrolysis conditions.
8. What cooling equipment is included?
The reactor comes equipped with a cool chiller to manage temperature during and after the pyrolysis process.
9. What is the weight of the reactor?
The Pyrolysis Fluidized Reactor weighs approximately 150 kg, making it sturdy yet manageable for laboratory settings.
10. What is the power requirement for this reactor?
The reactor requires a power supply of 180 W to operate effectively.
11. What are the dimensions of the reactor?
The reactor dimensions are 600 mm in length, 600 mm in width, and 1800 mm in height.
12. What are the main applications of this reactor?
It is primarily used for research and development in biomass energy, testing pyrolysis processes, producing biofuels, and conducting environmental studies.
13. Is the reactor easy to operate?
Yes, the reactor features automatic controls, making it user-friendly and suitable for various levels of expertise.
14. What type of maintenance is required for the reactor?
Regular maintenance includes checking the heating and cooling systems, cleaning the glass components, and ensuring proper sealing and functionality of the mixing shaft.
15. What warranty is provided with the reactor?
The Pyrolysis Fluidized Reactor comes with a 1-year warranty, covering manufacturing defects and ensuring customer support.
Latest Order Arrivals
Discover our latest orders

12 Heads Embroidery Machine

Toilet Paper Machine Machine

Order Collection

Cross Border Clients

Order cros border countries Collected

Industrial Machine Cllection

Agriculture Processing Machines

Ready for collection

Water Pump Equipment

Packaging Machine and accessories

Fabrics Manufacturing Equipment

Mining Equipments

Food Processing Machine

Batch of Orders

Batch of Orders

Latest Orders Labelled

wheel alignment machines

new arrivals

Pre Orders Offloading

Latest Arrivals

Latest Arrivals

Latest Arrivals

Loading

Toilet paper making machine

Toilet paper making machine

Toilet paper Rewinding Machine

latest arrivals

offloading

order success

order collection

order offloading










