B21, China Town Mall, Midrand



mesh belt conveyor for SS Conveyor
Asset finance available
Do you want funding for this equipment?
Afrimart can connect you with trusted funding partners who specialise in asset finance for businesses like yours. Compare options and apply in minutes — final approval is subject to provider review.
Check funding options
Secure & no obligation

- Section : Machinery
- Category : Conveyors
- SKU : 1601015994920

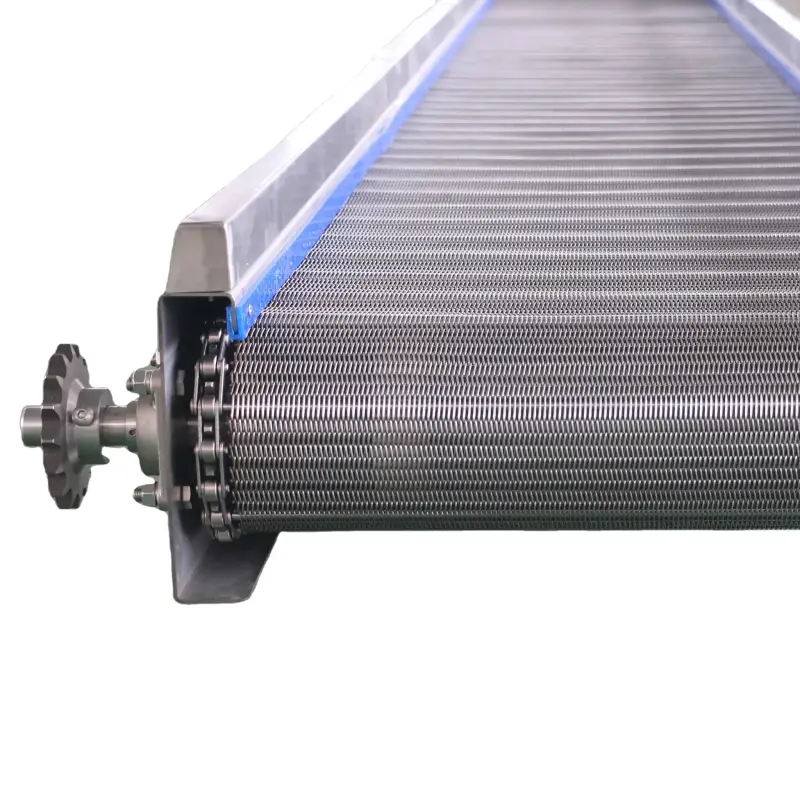
Mesh Belt Conveyor for Stainless Steel Conveyor
The Mesh Belt Conveyor is designed for long-distance material handling in fixed locations. With a simple structure, low noise, easy maintenance, and high efficiency, this conveyor is ideal for various industrial applications. Available in different belt types, including plastic module belts, stainless steel mesh belts, chain rod belts, and chain plates, the system can be customized according to client specifications or designed by our engineers using AutoCAD.
Key Features:
- Simple and Durable Structure: Ensures long-lasting performance with minimal maintenance.
- Large Open Areas: Suitable for ventilation, cooling, and drying applications.
- Welded or Bending Edge: Customizable for different operational needs.
- Ideal for Lightweight Products: Provides smooth and stable transportation.
- High Tensile Strength with Minimal Stretch: Ensures durability under heavy loads.
- Excellent High-Temperature Resistance: Performs well in heat-intensive processes.
- Anti-Rust & Corrosion Resistant: Stainless steel construction ensures longevity.
- Low Operational Cost: Efficient design minimizes energy consumption and maintenance.
Applications:
The Mesh Belt Conveyor is widely used across multiple industries for material handling, including:
- Cooling Systems – Transfers products through cooling zones efficiently.
- Washing Systems – Facilitates water drainage while conveying materials.
- Waste Treatment Systems – Handles waste materials in industrial processes.
- Blanching Systems – Suitable for food processing applications.
- Sieving & Sorting Systems – Assists in material sorting and screening.
- Drying Systems – Used in industrial drying applications.
- Bread Production & Food Processing – Ideal for transporting baked goods and ingredients.
- Product Handling Systems – Suitable for packaging, assembly, and logistics.
Our mesh belt conveyors are designed to meet specific industrial needs with customizable options. Whether you provide your own drawing or need assistance, our engineers will deliver an accurate AutoCAD design within 3-5 days. We also offer revisions based on client feedback to ensure the perfect solution.
For more details or customization options, feel free to contact us!

d
- Shipping Timeframes: All orders are processed within 2-5 business days (excluding weekends and holidays). After your order has been processed, the estimated delivery time is before 11 Jul, 2026, depending on customs, Please note that due to high demand, some items may experience longer shipping times, which will be communicated at order confirmation email.
- Order Processing Time: Please allow 2-5 business days for us to process your order before it is shipped . Orders placed after 16:00 on Fridays, or during weekends and public holidays, will begin processing on the next business day. Processing times may be extended during peak seasons or sales events.
- Manufacturing Time: Some products needs manufacturing time, the manufacturing process will take approximately 10-30 business days depending on the product. This timeframe may vary depending on the complexity of the product and current demand. but this will be communicated with you during order confirmation.
- Returns and Exchanges: We offer a 30-day return policy for most items. If you are not completely satisfied with your purchase, you may return it within 30 days of receipt for a refund or exchange. Items must be unused, in their original packaging, and accompanied by proof of purchase. Return shipping costs are the responsibility of the customer, unless the item was damaged or defective upon arrival.
1. What materials can the mesh belt conveyor handle?
The mesh belt conveyor is ideal for lightweight products and is widely used for materials in cooling systems, washing systems, waste treatment systems, blanching systems, sieving & sorting systems, drying systems, and food processing.
2. What are the main features of the mesh belt conveyor?
The main features include a simple and durable structure, large open areas for ventilation, customizable edge options, high tensile strength, excellent high-temperature resistance, anti-rust and corrosion resistance, and low operational costs.
3. Can the conveyor be customized for specific applications?
Yes, the mesh belt conveyor can be customized according to client specifications or designed by our engineers using AutoCAD to meet specific industrial needs.
4. How does the mesh belt conveyor perform in high-temperature environments?
The conveyor is designed with excellent high-temperature resistance, making it suitable for heat-intensive processes.
5. What types of belts are available for the mesh belt conveyor?
The available belt types include plastic module belts, stainless steel mesh belts, chain rod belts, and chain plates.
6. What is the expected lifespan of the mesh belt conveyor?
With a simple structure and durable materials, the mesh belt conveyor is designed for long-lasting performance with minimal maintenance, ensuring an extended lifespan.
7. Is the mesh belt conveyor noisy during operation?
No, the mesh belt conveyor is designed for low noise operation, making it suitable for various industrial environments.
8. How can I request a custom design for the conveyor?
You can provide your own drawings, or if you need assistance, our engineers can create an accurate AutoCAD design within 3-5 days based on your specifications.
9. What industries commonly use the mesh belt conveyor?
The mesh belt conveyor is used in multiple industries, including food processing, packaging, assembly, logistics, and waste treatment.
10. What maintenance is required for the mesh belt conveyor?
The conveyor requires minimal maintenance due to its durable design. Regular inspections and basic cleaning are recommended to ensure optimal performance.
11. Can the conveyor handle corrosive materials?
Yes, the stainless steel construction of the mesh belt conveyor provides anti-rust and corrosion resistance, making it suitable for handling corrosive materials.
12. What is the operational cost of using the mesh belt conveyor?
The efficient design of the mesh belt conveyor minimizes energy consumption and maintenance, resulting in a low operational cost for users.
13. How does the conveyor facilitate cooling and drying applications?
The large open areas of the mesh belt conveyor allow for effective ventilation and airflow, making it suitable for cooling and drying processes.
14. Is the mesh belt conveyor suitable for food processing?
Yes, the mesh belt conveyor is ideal for food processing applications, including bread production and the transportation of baked goods and ingredients.
15. What are the benefits of using a mesh belt conveyor over other conveyor types?
Mesh belt conveyors offer durability, low noise operation, high tensile strength, excellent temperature resistance, and customizable designs, making them versatile for various applications.
Latest Order Arrivals
Discover our latest orders
12 Heads Embroidery Machine

Dewatering Pump Machine

Order Collection

Portable Water Drilling Rig

Order Usefully Collected

Batch of Orders
Agriculture Processing Machines

Meat Grinder Machine

Water Pump Equipment

Packaging Machine and accessories

Fabrics Manufacturing Equipment

Mining Equipments

Food Processing Machine
Batch of Orders

Batch of Orders

Latest Orders Labelled
wheel alignment machines
new arrivals
Pre Orders Offloading

Latest Arrivals
Latest Arrivals

Latest Arrivals

26 January 2026

Toilet paper making machine

Toilet paper making machine

Toilet paper Rewinding Machine

latest arrivals

offloading

order success

order collection

order offloading