B21, China Town Mall, Midrand

Aluminum Public Lights Cold Chamber Die Casting Machine
Asset finance available
Do you want funding for this equipment?
Afrimart can connect you with trusted funding partners who specialise in asset finance for businesses like yours. Compare options and apply in minutes — final approval is subject to provider review.
Check funding options
Secure & no obligation

- Section : Machinery
- Category : Metal & Metallurgy Machinery
- SKU : 60295905593

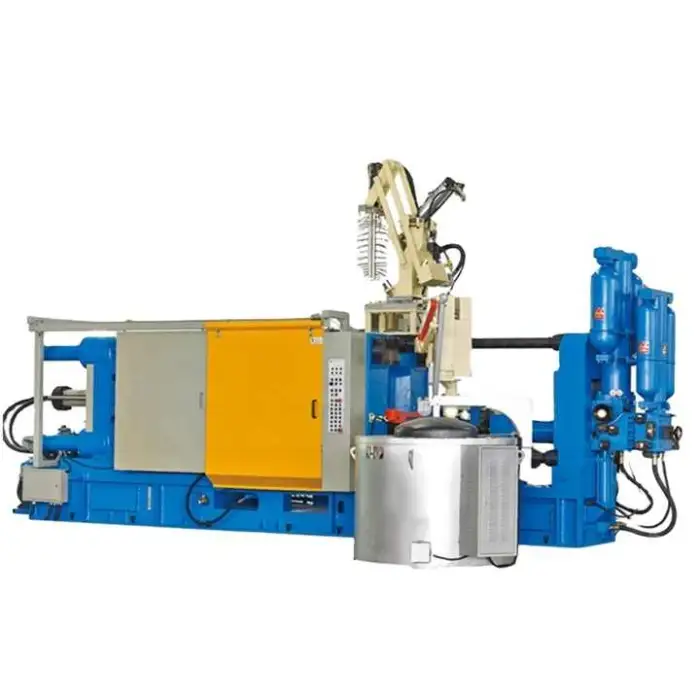
Aluminum Public Lights Cold Chamber Die Casting Machine
The Aluminum Public Lights Cold Chamber Die Casting Machine is a powerful and efficient solution for creating high-quality aluminum parts. This machine is designed to save energy while providing precise casting capabilities. With its advanced features and robust design, it is ideal for manufacturing public lighting components and other aluminum products.
Specifications
| Attribute | Details |
|---|---|
| Machine Type | Cold Chamber Die Casting Machine |
| Core Components | PLC, Motor |
| Power (kW) | 18.5 |
| Weight (kg) | 11500 |
| Max. Thickness of Die Block (mm) | 650 |
| Min. Thickness of Die Block (mm) | 250 |
| Ejection Force (kN) | 158 |
| Ejection Stroke (mm) | 110 |
| Dimension (L*W*H) | 6450 x 1640 x 2900 |
| Locking Force (kN) | 3000 |
| Die Stroke (mm) | 400 |
| Die Thickness (Max) (mm) | 250-650 |
| Injection Force (kN) | 110 |
| Ejector Stroke (mm) | 100 |
| Hydraulic Oil Tank Capacity (L) | 620 |
| Machine Size (mm) | 6450 x 1640 x 2900 |
| Weight of Machine (kg) | 12500 |
Key Features
- Energy-saving design for reduced operating costs.
- Customizable voltage options to suit various needs.
- Robust construction for durability and longevity.
- Advanced PLC system for precise control and automation.
- High ejection force for efficient part removal.
Applications
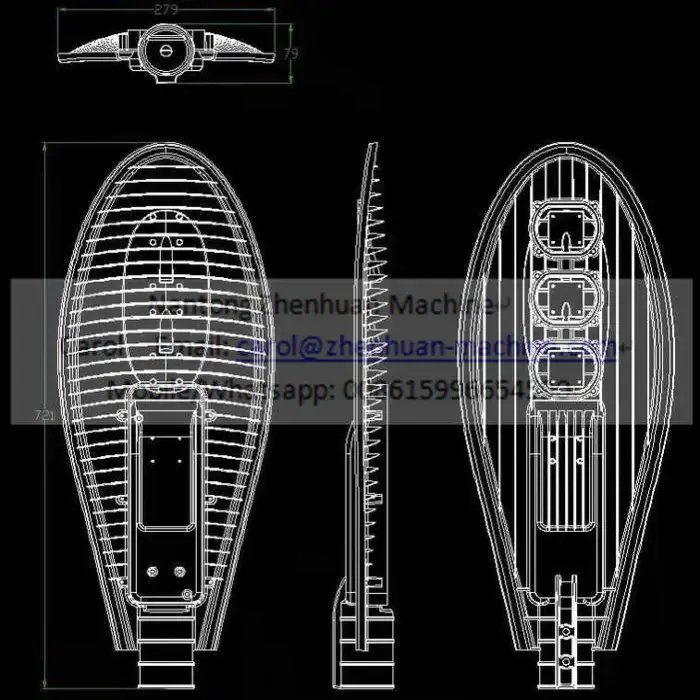
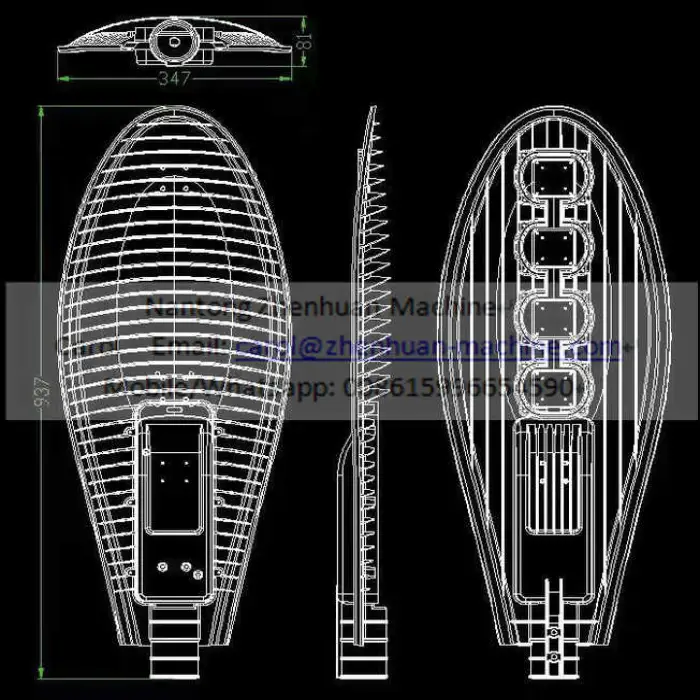
- Manufacturing aluminum parts for public lighting.
- Production of automotive components.
- Creation of electrical housings and enclosures.
- Fabrication of consumer goods and appliances.
- Industrial applications requiring precision aluminum castings.
Product Info Gallery


- Shipping Timeframes: All orders are processed within 2-5 business days (excluding weekends and holidays). After your order has been processed, the estimated delivery time is before 03 Aug, 2026, depending on customs, Please note that due to high demand, some items may experience longer shipping times, which will be communicated at order confirmation email.
- Order Processing Time: Please allow 2-5 business days for us to process your order before it is shipped . Orders placed after 16:00 on Fridays, or during weekends and public holidays, will begin processing on the next business day. Processing times may be extended during peak seasons or sales events.
- Manufacturing Time: Some products needs manufacturing time, the manufacturing process will take approximately 10-30 business days depending on the product. This timeframe may vary depending on the complexity of the product and current demand. but this will be communicated with you during order confirmation.
- Returns and Exchanges: We offer a 30-day return policy for most items. If you are not completely satisfied with your purchase, you may return it within 30 days of receipt for a refund or exchange. Items must be unused, in their original packaging, and accompanied by proof of purchase. Return shipping costs are the responsibility of the customer, unless the item was damaged or defective upon arrival.
1. What is the intended use of the Aluminum Public Lights Cold Chamber Die Casting Machine?
This machine is designed for precision die casting of aluminum components—ideal for public lighting housings and other aluminum parts used in automotive, electrical enclosures, consumer goods and industrial applications.
2. What are the key technical specifications I should know?
Key specs include: cold-chamber type; power 18.5 kW; locking force 3000 kN; injection force 110 kN; ejection force 158 kN; die stroke 400 mm; die thickness range 250–650 mm; ejection/ejector stroke ~100–110 mm; hydraulic oil capacity 620 L; machine dimensions 6450 x 1640 x 2900 mm; machine weight approximately 12,500 kg.
3. Which aluminum alloys can be processed on this machine?
It supports typical die-cast aluminum alloys used in industry, such as ADC12, A380 and A356. Alloy choice depends on part requirements; consult the supplier for any specialized alloys or process adjustments.
4. What makes this machine energy-saving?
The machine features an energy-saving design (optimized hydraulics and control strategies) that reduces power consumption during operation. Actual savings depend on production parameters and process setup.
5. What level of automation and control does the machine provide?
It uses an advanced PLC-based control system for precise process control and automation. PLC options can typically be integrated with peripheral automation such as part handling robots, conveyors and sensors.
6. What are the electrical requirements and voltage options?
The machine is offered with customizable voltage options to match customer requirements. It typically requires a three-phase industrial power supply; confirm exact voltage and frequency with the supplier at order.
7. What foundation, installation and handling requirements are needed?
Because of its size and weight (around 12.5 t), a reinforced foundation or mounting area and adequate floor load capacity are required. Lifting equipment (crane/forklift) and professional installation are recommended. Exact foundation drawings and site requirements should be requested from the supplier prior to delivery.
8. What hydraulic and cooling support does the machine need?
The machine has a 620 L hydraulic oil tank; proper hydraulic oil maintenance and filtration are required. Additionally, die casting requires die cooling (water circuits/chillers) and melt handling equipment (melting furnace/ladle) which are usually supplied or specified separately.
9. How do die size and tooling limits relate to the machine's specifications?
The machine supports die thicknesses in the 250–650 mm range, with a die stroke of 400 mm and a locking force of 3000 kN. Tooling should be designed to fit within these mechanical limits; consult tooling engineers to optimize die layout and venting.
10. What is the typical cycle time and productivity?
Cycle time depends heavily on part geometry, casting mass, die design, cooling strategy and process parameters. Contact the supplier with sample parts or specifications to get estimated cycle times and throughput rates for your application.
11. What maintenance is required to keep the machine running reliably?
Regular maintenance includes hydraulic oil and filter changes, inspection and replenishment of lubrication points, checking and servicing the ejector and clamping systems, PLC and electrical inspections, and die maintenance (cleaning, coating and repairs) according to a preventive schedule.
12. Are spare parts and after-sales support available?
Yes—spare parts (hydraulic components, seals, sensors, PLC modules, etc.) and technical support are typically available from the manufacturer or distributor. It’s recommended to clarify lead times and recommended spare parts list before purchase.
13. What safety features does the machine include?
Standard safety provisions generally include PLC-controlled interlocks, emergency stop functions, guarding around moving parts and hydraulic safety devices. Exact safety features may vary—confirm safety package and local compliance requirements with the supplier.
14. Can the machine be customized or integrated into an existing production line?
Yes—common customizations include voltage options, automation/robot integration, material handling peripherals, and process control upgrades. Discuss integration needs and available options with the supplier to ensure compatibility with your line.
15. What are delivery lead time and warranty terms?
Lead times and warranty terms vary by supplier, configuration and order size. For current lead times, shipping options and warranty details (parts/labor coverage), contact the manufacturer or authorized distributor.
Latest Order Arrivals
Discover our latest orders

12 Heads Embroidery Machine

Toilet Paper Machine Machine

Order Collection

Cross Border Clients

Order cros border countries Collected

Industrial Machine Cllection

Agriculture Processing Machines

Ready for collection

Water Pump Equipment

Packaging Machine and accessories

Fabrics Manufacturing Equipment

Mining Equipments

Food Processing Machine

Batch of Orders

Batch of Orders

Latest Orders Labelled

wheel alignment machines

new arrivals

Pre Orders Offloading

Latest Arrivals

Latest Arrivals

Latest Arrivals

Loading

Toilet paper making machine

Toilet paper making machine

Toilet paper Rewinding Machine

latest arrivals

offloading

order success

order collection

order offloading