B21, China Town Mall, Midrand

SCQ-7000 Automatic Electrolytic Oxygen-Hydrogen Cutting Equipment
Asset finance available
Do you want funding for this equipment?
Afrimart can connect you with trusted funding partners who specialise in asset finance for businesses like yours. Compare options and apply in minutes — final approval is subject to provider review.
Check funding options
Secure & no obligation

- Section : Machinery
- Category : Machine Tool Equipment
- SKU : 1601172453011

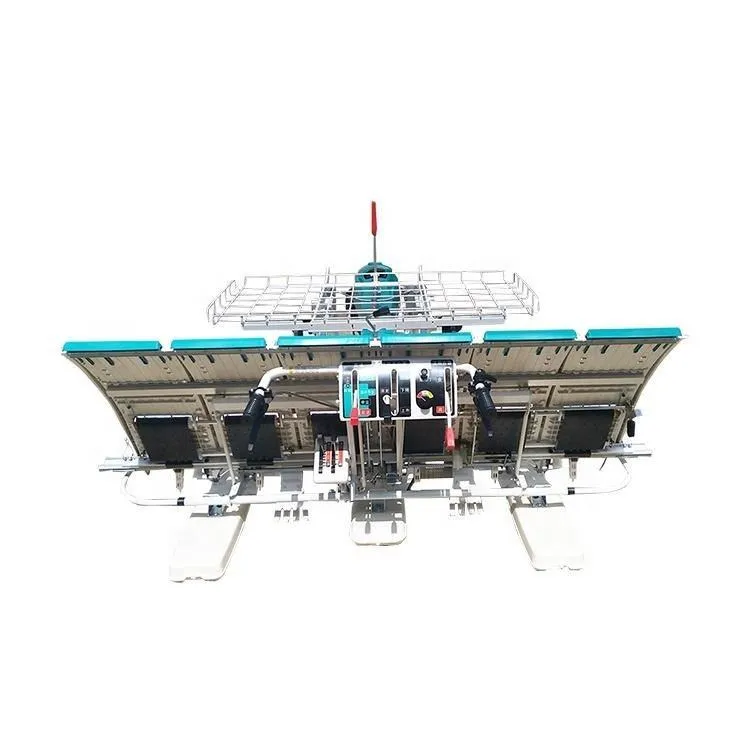
SCQ-7000 Automatic Electrolytic Oxygen-Hydrogen Cutting Equipment
The SCQ-7000 Automatic Electrolytic Oxygen-Hydrogen Cutting Equipment is a powerful and efficient tool designed for high-quality cutting tasks. With its advanced technology, this machine can cut materials with precision and speed. It is perfect for industries that require reliable cutting solutions.
Specifications
| Attribute | Details |
|---|---|
| Cutting Thickness (mm) | 1 - 250 |
| Cutting Speed (mm/min) | 50 - 300 |
| Cutting Precision (mm) | 5 |
| Weight (kg) | 670 |
| Voltage | 380V |
| Rated Power (KW) | 26 |
| Dimensions (L*W*H) | 1490*870*1790 MM |
| Working Current (A) | 300 |
| Working Gas Pressure (Mpa) | 0.05-0.2 |
| Rated Gas Production (L/h) | 7000±10% |
Key Features
- Energy-saving and efficient design
- Automatic and manual water feed options
- Air cooling system for optimal performance
- High cutting precision of up to 5 mm
- Robust construction with a weight of 670 kg
Applications
- Metal fabrication and manufacturing
- Automotive industry for precise cuts
- Construction projects requiring heavy-duty cutting
- Shipbuilding and repair works
- General metalworking and assembly tasks
Product Info Gallery







- Shipping Timeframes: All orders are processed within 2-5 business days (excluding weekends and holidays). After your order has been processed, the estimated delivery time is before 03 Aug, 2026, depending on customs, Please note that due to high demand, some items may experience longer shipping times, which will be communicated at order confirmation email.
- Order Processing Time: Please allow 2-5 business days for us to process your order before it is shipped . Orders placed after 16:00 on Fridays, or during weekends and public holidays, will begin processing on the next business day. Processing times may be extended during peak seasons or sales events.
- Manufacturing Time: Some products needs manufacturing time, the manufacturing process will take approximately 10-30 business days depending on the product. This timeframe may vary depending on the complexity of the product and current demand. but this will be communicated with you during order confirmation.
- Returns and Exchanges: We offer a 30-day return policy for most items. If you are not completely satisfied with your purchase, you may return it within 30 days of receipt for a refund or exchange. Items must be unused, in their original packaging, and accompanied by proof of purchase. Return shipping costs are the responsibility of the customer, unless the item was damaged or defective upon arrival.
1. What is the SCQ-7000 Automatic Electrolytic Oxygen-Hydrogen Cutting Equipment?
The SCQ-7000 is an automatic electrolytic oxy-hydrogen cutting machine designed for high-efficiency metal cutting. It generates oxy-hydrogen gas by electrolysis and uses it in an automated torch system to cut metals with a rated thickness range of 1–250 mm.
2. What materials can the SCQ-7000 cut?
It is primarily intended for ferrous metals such as carbon steel and low-alloy steel. Cutting of stainless steel or non-ferrous metals may be possible with different parameters or consumables—consult the supplier for material-specific guidance.
3. What are the cutting thickness and speed capabilities?
Cutting thickness range: 1–250 mm. Typical cutting speed range: 50–300 mm/min. Actual speed depends on material type, thickness, torch setup and cutting parameters.
4. What is the cutting precision of the machine?
The SCQ-7000 is specified with a cutting precision of 5 mm. Actual tolerance depends on material, cutting speed, fixturing and operator setup.
5. What are the electrical and power requirements?
Rated voltage: 380 V. Rated power: 26 kW. Working current: 300 A. Ensure a proper three-phase supply and correctly sized protection devices as specified by your electrician.
6. How is the oxy-hydrogen gas produced and what is the production rate?
The unit produces oxy-hydrogen gas by electrolyzing water in an onboard electrolyzer. Rated gas production is approximately 7000 L/h ±10%. The gas is generated on demand, eliminating the need for high-pressure stored cylinders.
7. What are the gas pressure and supply requirements for cutting?
Working gas pressure for the cutting torch is adjustable in the range 0.05–0.2 MPa. Final cutting pressure and flow should be set according to material and thickness.
8. What do the automatic and manual water feed options do?
Automatic water/electrolyte feed maintains the correct electrolyte level for continuous gas production and stable cutting; manual mode allows the operator to control electrolyte fill and maintenance tasks. Both modes facilitate flexibility during operation and servicing.
9. How does the air cooling system help?
The air cooling system reduces component temperatures during operation, improving duty cycle, prolonging service life of electrical and mechanical components, and helping to control thermal distortion in the workpiece.
10. What are the machine dimensions and weight, and what are the installation considerations?
Machine dimensions: 1490 × 870 × 1790 mm (L × W × H). Weight: 670 kg. Require a stable, level floor that can support the weight, adequate ventilation, and clearance around the unit for maintenance. Ensure proper grounding and a suitable electrical supply.
11. What routine maintenance is required?
Daily: inspect torch, check electrolyte level and concentration, remove slag and debris. Weekly/monthly: clean or replace filters, inspect seals and hoses, check electrical connections. Replace worn consumables (nozzles, tips, electrodes) as needed. Follow the supplier service schedule for preventive maintenance.
12. What consumables and spare parts should I expect to replace?
Common consumables include torch nozzles, electrode tips, seals, hoses, and the electrolytic solution/filters. Availability of spare parts and part numbers should be confirmed with the supplier.
13. What safety precautions are required when using the SCQ-7000?
Although oxy-hydrogen is generated on-site, it is highly flammable. Provide good ventilation, gas detection when appropriate, proper grounding, and use PPE (welding gloves, eye protection, flame-resistant clothing). Keep ignition sources away, ensure emergency stop is functional, and train operators in safe procedures.
14. Does the SCQ-7000 support CNC or programmable cutting?
The model is automatic; programmable control and CNC integration are common for automatic cutting systems. For details on included control software, supported file formats and CNC interfaces, consult the supplier or product manual.
15. What warranty, certification and after-sales support are provided?
Warranty terms, certifications (CE, ISO, etc.) and after-sales service offerings vary by supplier and region. Contact the manufacturer or authorized distributor for specific warranty duration, service contracts, operator training and certification documentation.
Latest Order Arrivals
Discover our latest orders

12 Heads Embroidery Machine

Toilet Paper Machine Machine

Order Collection

Cross Border Clients

Order cros border countries Collected

Industrial Machine Cllection

Agriculture Processing Machines

Ready for collection

Water Pump Equipment

Packaging Machine and accessories

Fabrics Manufacturing Equipment

Mining Equipments

Food Processing Machine

Batch of Orders

Batch of Orders

Latest Orders Labelled

wheel alignment machines

new arrivals

Pre Orders Offloading

Latest Arrivals

Latest Arrivals

Latest Arrivals

Loading

Toilet paper making machine

Toilet paper making machine

Toilet paper Rewinding Machine

latest arrivals

offloading

order success

order collection

order offloading