B21, China Town Mall, Midrand







JOSTON Bio-Pharma Machine Bioreactor Gmp Solution Preparation System
Asset finance available
Do you want funding for this equipment?
Afrimart can connect you with trusted funding partners who specialise in asset finance for businesses like yours. Compare options and apply in minutes — final approval is subject to provider review.
Check funding options
Secure & no obligation

- Section : Machinery
- Category : Mixing Equipment
- SKU : 1600428749938

Stainless Steel High-Efficient Steam Jacketed Solution Mixing Production Line
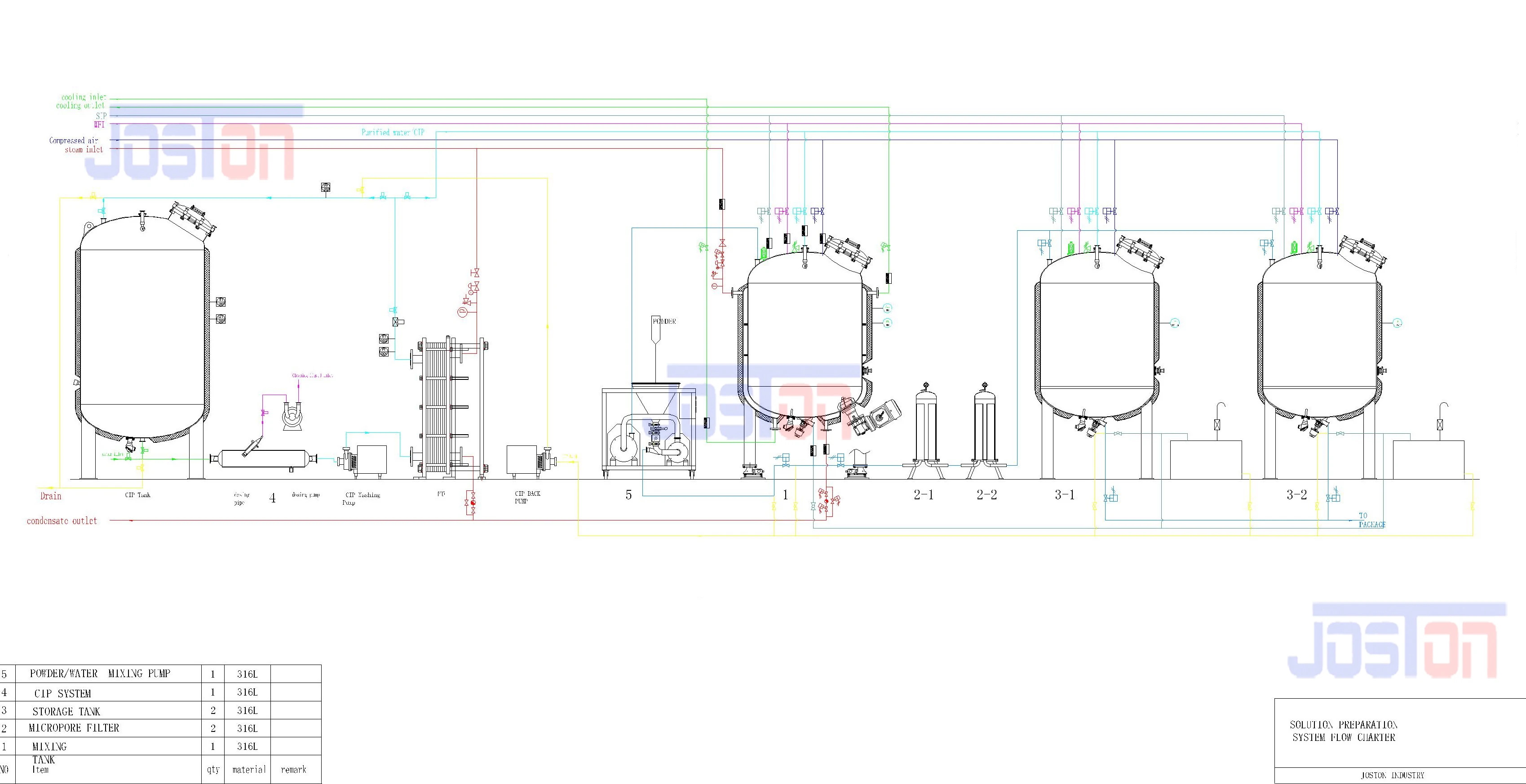
This Stainless Steel High-Efficient Steam Jacketed Solution Mixing Production Line is designed for high-quality, efficient solution mixing, with a range of customizable components to meet the needs of various production processes.
Key Units and Components:
Manufacturing Tank (Mixing Tank):
- Jacketed mixing tank equipped with either top-mounted or bottom-mounted agitators for effective mixing.
Pre-Filter:
- Used for filtering particles or suspensions, located between the mixing tank and storage tank. Options include micropore filters or press filters, depending on product requirements.
Transfer Pump:
- Sanitary grade centrifuge pump used to transfer the solution from the mixing tank to the storage tank.
Storage Tank:
- Used for storing the mixed solution before the filling and packaging process.
Final Stage Filter:
- Typically a micropore filter, used before the solution is transferred to the filling machine.
Optional Equipment:
- High shear emulsifying pump or high-pressure homogenizer for suspension or syrup products.
Pipeline & Valve System:
- For the smooth transfer and control of liquids throughout the production process.
Control Panel System:
- PLC/HMI control system or standard button control panel for user-friendly operation.
SS304 Platform:
- Stainless steel platform for supporting the solution preparation system.
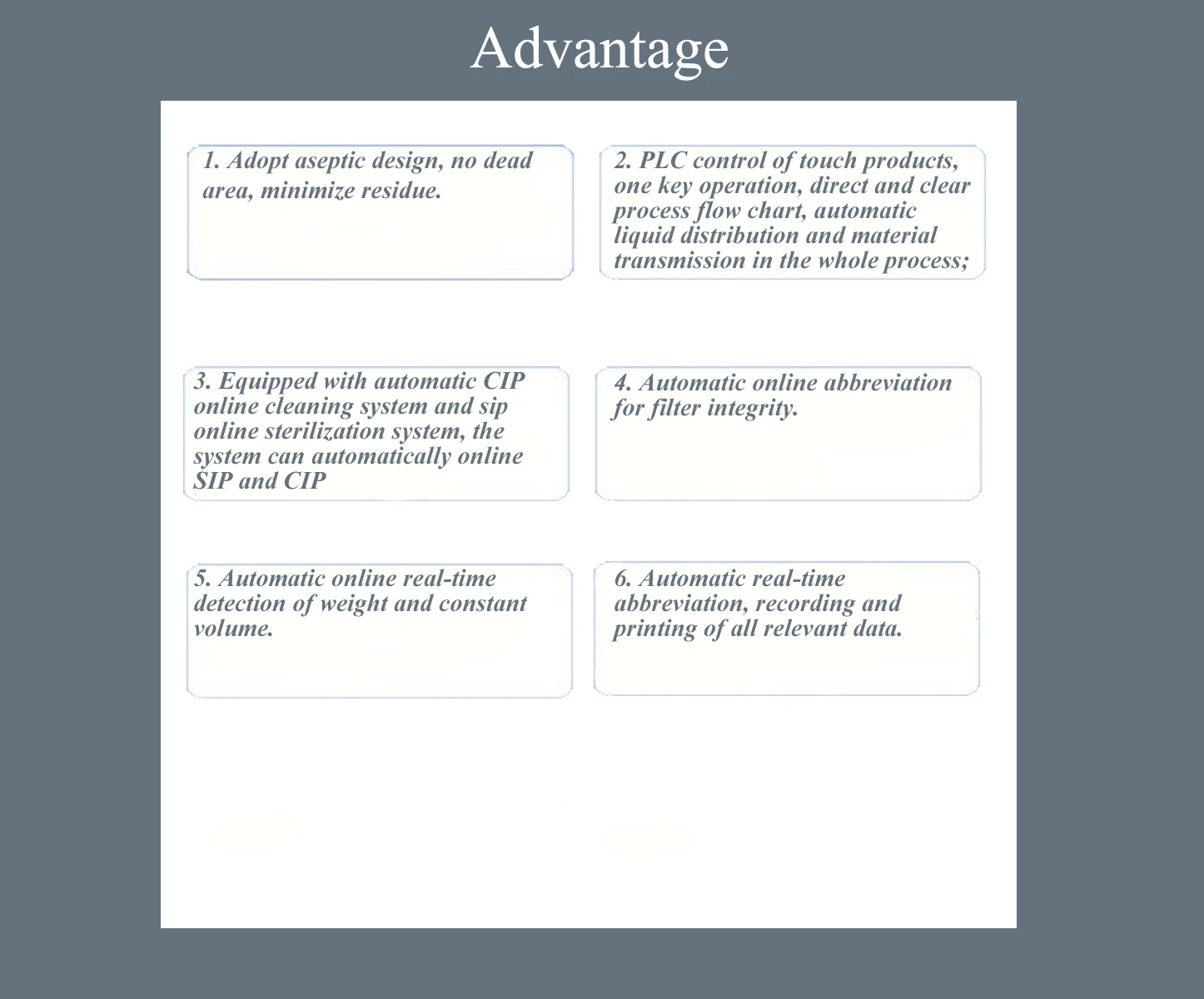
Advantages of the PLC/HMI Control System:
Aseptic Design:
- Minimizes residue by ensuring no dead areas in the system.
PLC Control:
- Touchscreen interface with one-key operation, clear process flow chart, automatic liquid distribution, and material transfer throughout the system. Simple, convenient, and user-friendly.
CIP/SIP System:
- Features automatic online Cleaning-In-Place (CIP) and Sterilization-In-Place (SIP) systems, reducing production costs and manual effort.
Automatic Filter Integrity Check:
- The system automatically checks filter integrity online for continuous operation.
Real-Time Weight and Volume Detection:
- Continuous monitoring and automatic adjustment of weight and volume during the mixing process.
Data Recording and Reporting:
- The system records and prints all relevant process data for real-time tracking and analysis.
Technical Specifications:
- Working Volume: 20-20,000L
- Materials: SS316L or SS304
- Tank Structure Options: Single-layer, double-layer
- Jacket Structure Options: Full jacket, limpet coil jacket, or dimple jacket
- Heating Medium: Steam, hot water, or electrical heating
- Cooling Medium: Chiller
- Agitator Options:
- Top-mounted (propeller, anchor, scraper, or high shear emulsifying)
- Bottom-mounted (magnetic or high shear emulsifying)
- Tank Equipment:
- Manhole, CIP spray ball, vent filter, sight glass, safety valve, sampling valve, sensors (temperature, pressure, pH, etc.), flush bottom valve, and more.
CIP/SIP System:
- The system includes online CIP/SIP for tank and pipeline cleaning, ensuring hygienic operation and minimal downtime between production runs.
This solution preparation system is ideal for efficient, hygienic, and high-capacity solution mixing across various industries, offering reliable performance with minimal manual intervention.



- Shipping Timeframes: All orders are processed within 2-5 business days (excluding weekends and holidays). After your order has been processed, the estimated delivery time is before 05 Jul, 2026, depending on customs, Please note that due to high demand, some items may experience longer shipping times, which will be communicated at order confirmation email.
- Order Processing Time: Please allow 2-5 business days for us to process your order before it is shipped . Orders placed after 16:00 on Fridays, or during weekends and public holidays, will begin processing on the next business day. Processing times may be extended during peak seasons or sales events.
- Manufacturing Time: Some products needs manufacturing time, the manufacturing process will take approximately 10-30 business days depending on the product. This timeframe may vary depending on the complexity of the product and current demand. but this will be communicated with you during order confirmation.
- Returns and Exchanges: We offer a 30-day return policy for most items. If you are not completely satisfied with your purchase, you may return it within 30 days of receipt for a refund or exchange. Items must be unused, in their original packaging, and accompanied by proof of purchase. Return shipping costs are the responsibility of the customer, unless the item was damaged or defective upon arrival.
1. What is the capacity range of the JOSTON Bio-Pharma Machine Bioreactor?
The JOSTON Bio-Pharma Machine Bioreactor has a working volume capacity range of 20 to 20,000 liters.
2. What materials are used in the construction of the bioreactor?
The bioreactor is constructed from high-quality stainless steel, available in SS316L or SS304.
3. What type of mixing tanks are included in the system?
The system includes jacketed mixing tanks that can be equipped with top-mounted or bottom-mounted agitators for effective mixing.
4. Can the system accommodate different heating and cooling methods?
Yes, the system supports various heating mediums such as steam, hot water, or electrical heating, and can use a chiller for cooling.
5. What is the purpose of the pre-filter in the system?
The pre-filter is used to filter out particles or suspensions before the solution is transferred to the storage tank.
6. Is there an automatic cleaning system included?
Yes, the system includes an automatic online Cleaning-In-Place (CIP) and Sterilization-In-Place (SIP) system to ensure hygienic operation.
7. How does the control panel system work?
The control panel can be a PLC/HMI control system with a touchscreen interface, allowing for easy operation and monitoring of the mixing process.
8. What optional equipment can be added to the system?
Optional equipment includes high shear emulsifying pumps and high-pressure homogenizers, depending on the product requirements.
9. What types of filters are used in the final stage?
The final stage typically utilizes micropore filters to ensure the purity of the solution before it is transferred to the filling machine.
10. How does the system ensure user safety and hygiene?
The aseptic design minimizes residue, and the CIP/SIP systems ensure the system remains hygienic with minimal downtime.
11. What kind of data monitoring does the system provide?
The system features real-time weight and volume detection, allowing for continuous monitoring and automatic adjustments during mixing.
12. How is the performance of the filters monitored?
The system includes an automatic filter integrity check that continuously monitors filter performance to ensure uninterrupted operation.
13. Can the system be customized for different production processes?
Yes, the system includes a range of customizable components to meet the specific needs of various production processes.
14. What is the role of the transfer pump in the system?
The transfer pump, which is a sanitary grade centrifuge pump, is used to transfer the mixed solution from the mixing tank to the storage tank.
15. How does the pipeline and valve system function?
The pipeline and valve system ensures the smooth transfer and control of liquids throughout the production process.
Latest Order Arrivals
Discover our latest orders
12 Heads Embroidery Machine

Dewatering Pump Machine

Order Collection

Portable Water Drilling Rig

Order Usefully Collected

Batch of Orders
Agriculture Processing Machines

Meat Grinder Machine

Water Pump Equipment

Packaging Machine and accessories

Fabrics Manufacturing Equipment

Mining Equipments

Food Processing Machine
Batch of Orders

Batch of Orders

Latest Orders Labelled
wheel alignment machines
new arrivals
Pre Orders Offloading

Latest Arrivals
Latest Arrivals

Latest Arrivals

26 January 2026

Toilet paper making machine

Toilet paper making machine

Toilet paper Rewinding Machine

latest arrivals

offloading

order success

order collection

order offloading