B21, China Town Mall, Midrand


50L/100L Jacketed Glass Reactor for Chemical Lab Vacuum Mixing and Reaction

- Section : Machinery
- Category : Chemical Machinery
- SKU : 11000008781477

50L/100L Jacketed Glass Reactor for Chemical Lab Vacuum Mixing and Reaction
The 50L/100L Jacketed Glass Reactor is a high-performance solution designed for laboratory research and chemical reactions. Perfect for both mixing and filtration processes, this reactor is built to handle precise control and versatile applications, ensuring reliable results in lab-scale experiments and production..
Key Features
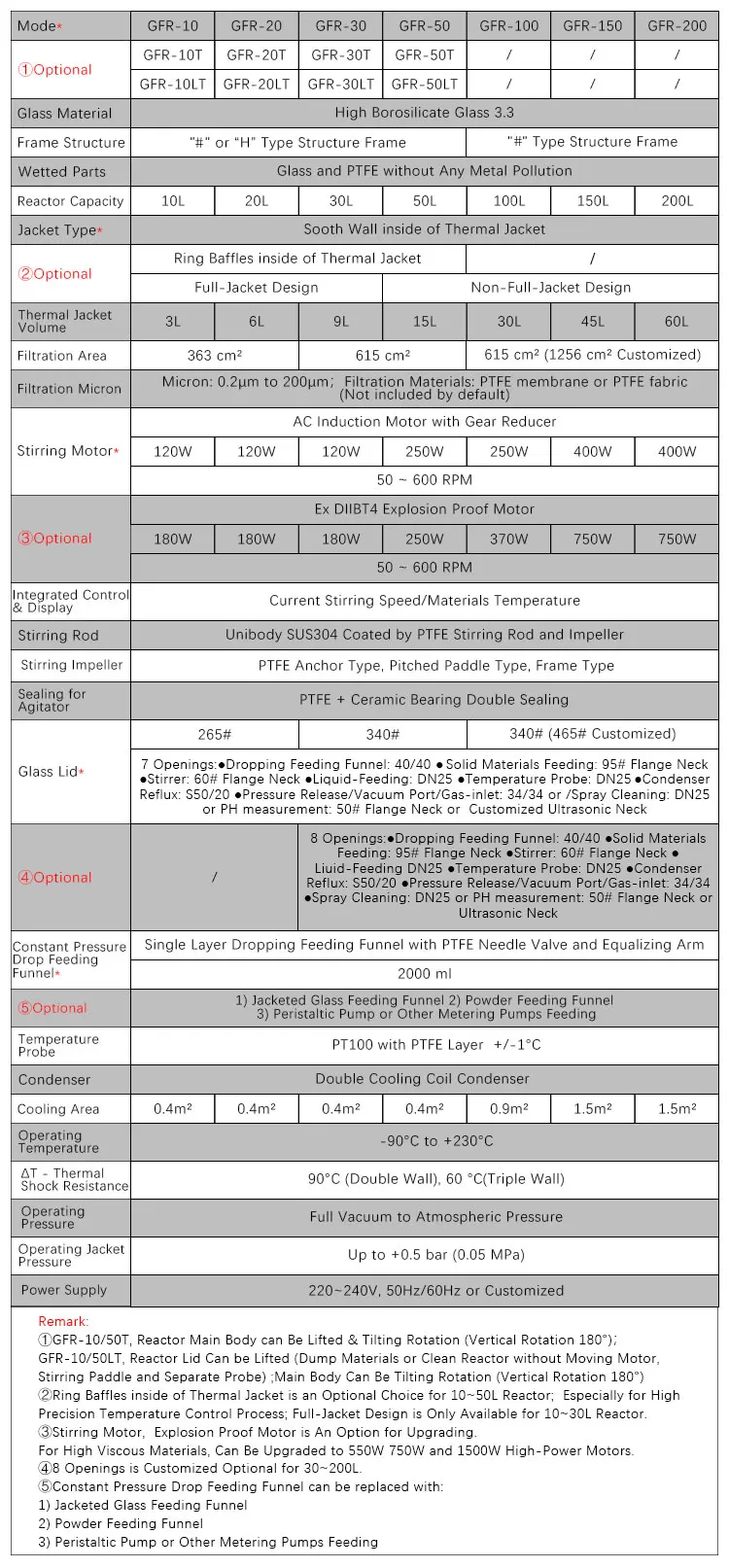
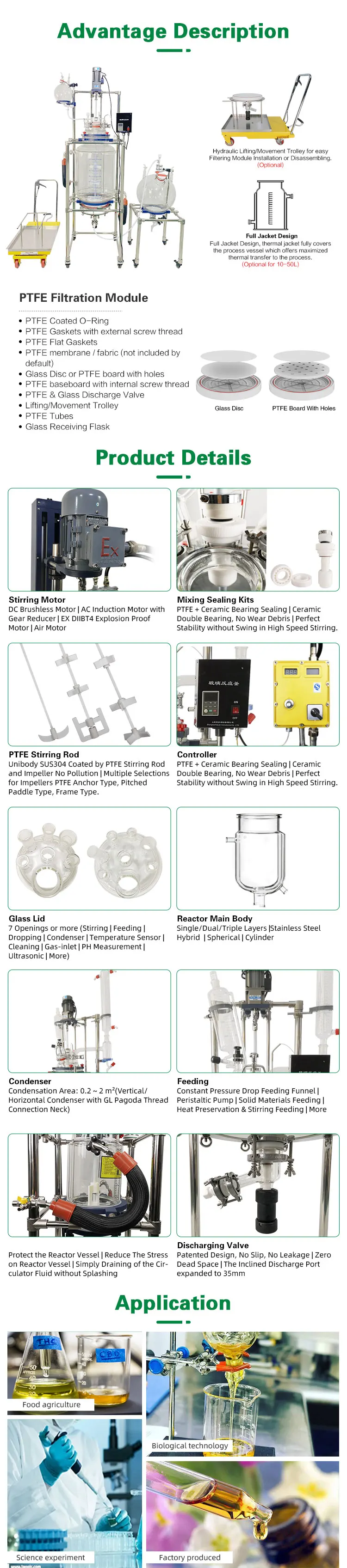
- Premium Construction: Made from borosilicate glass for superior chemical resistance, ensuring long-term durability and reliability in laboratory environments.
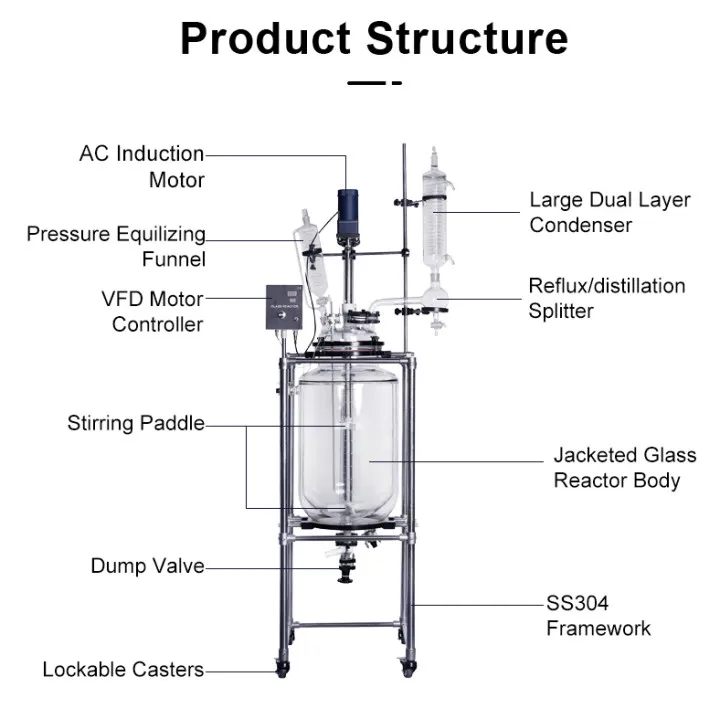
- Jacketed Design: Features a jacketed structure for efficient temperature control, ideal for applications requiring thermal oil heating.
- Flexible Heating Method: Offers thermal oil heating for consistent and controlled temperature management.
- Semi-Automatic Operation: Equipped with a user-friendly semi-automatic system, offering a balance of control and automation.
- Core Components: Includes a PLC, motor, gearbox, bearing, and pump for seamless operation.
- Customizable Size: Available in various sizes, including 50L, 100L, and other customized dimensions, to suit different laboratory needs.
- Power Efficient: Operates within a power range of 120W-750W, suitable for different applications.
- Comprehensive Quality Assurance: Comes with a machinery test report and video outgoing inspection to ensure quality and performance.
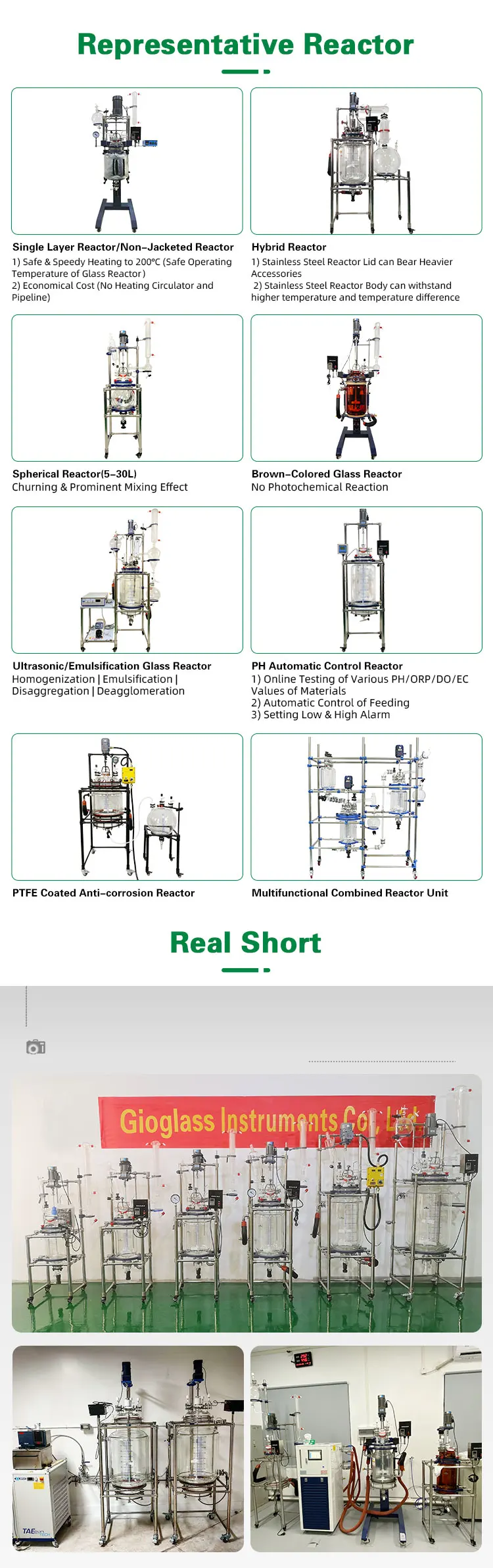
- Application Versatility: Ideal for chemical reactions, mixing, filtration, and lab research, particularly for vacuum conditions.
- Competitive Pricing: Offers a cost-effective solution without compromising on quality.
The 50L/100L Jacketed Glass Reactor is the perfect choice for researchers looking for high-quality, reliable equipment for chemical and pharmaceutical applications. Its advanced features and versatile design make it a valuable addition to any laboratory.
Product Info Gallery

- Shipping Timeframes: All orders are processed within 2-5 business days (excluding weekends and holidays). After your order has been processed, the estimated delivery time is before 08 Aug, 2026, depending on customs, Please note that due to high demand, some items may experience longer shipping times, which will be communicated at order confirmation email.
- Order Processing Time: Please allow 2-5 business days for us to process your order before it is shipped . Orders placed after 16:00 on Fridays, or during weekends and public holidays, will begin processing on the next business day. Processing times may be extended during peak seasons or sales events.
- Manufacturing Time: Some products needs manufacturing time, the manufacturing process will take approximately 10-30 business days depending on the product. This timeframe may vary depending on the complexity of the product and current demand. but this will be communicated with you during order confirmation.
- Returns and Exchanges: We offer a 30-day return policy for most items. If you are not completely satisfied with your purchase, you may return it within 30 days of receipt for a refund or exchange. Items must be unused, in their original packaging, and accompanied by proof of purchase. Return shipping costs are the responsibility of the customer, unless the item was damaged or defective upon arrival.
1. What are the available sizes for the Jacketed Glass Reactor?
The Jacketed Glass Reactor is available in various sizes, including 50L and 100L, with options for customized dimensions to meet specific laboratory needs.
2. What materials is the reactor made of?
The reactor is constructed from premium borosilicate glass, providing superior chemical resistance and ensuring long-term durability in laboratory environments.
3. How does the jacketed design benefit the reactor's performance?
The jacketed design allows for efficient temperature control, making it ideal for applications that require precise thermal management, such as thermal oil heating.
4. What type of heating method does the reactor use?
The reactor utilizes thermal oil heating, which ensures consistent and controlled temperature management during chemical reactions and mixing processes.
5. Is the reactor easy to operate?
Yes, the reactor is equipped with a semi-automatic operation system, providing a user-friendly interface that balances control and automation for efficient operation.
6. What core components are included with the reactor?
The reactor includes essential components such as a PLC, motor, gearbox, bearing, and pump to ensure seamless operation and performance.
7. What is the power range for operating the reactor?
The reactor operates within a power range of 120W to 750W, making it suitable for a variety of applications in laboratory settings.
8. What quality assurance measures are in place for this reactor?
Each reactor comes with a machinery test report and a video outgoing inspection to ensure quality and performance standards are met.
9. What applications is the reactor suitable for?
The reactor is versatile and can be used for chemical reactions, mixing, filtration, and lab research, especially in vacuum conditions.
10. How does the reactor ensure reliable results?
The advanced features and precise control provided by the reactor's design ensure reliable results in lab-scale experiments and production.
11. Is this reactor cost-effective?
Yes, the 50L/100L Jacketed Glass Reactor offers competitive pricing without compromising on quality, making it a cost-effective solution for laboratories.
12. Can the reactor handle vacuum conditions?
Yes, the reactor is designed specifically for applications that require vacuum conditions, making it suitable for various chemical and pharmaceutical processes.
13. What types of chemical processes can be performed in this reactor?
The reactor can perform a wide range of chemical processes, including mixing, reactions, and filtration, catering to diverse laboratory research needs.
14. Are there any customization options available?
Yes, the reactor can be customized in size and configuration to fit specific laboratory requirements and applications.
15. What makes this reactor ideal for pharmaceutical applications?
The reactor's quality construction, precise temperature control, and versatility make it an ideal choice for pharmaceutical applications that require high-quality equipment.
Latest Order Arrivals
Discover our latest orders

12 Heads Embroidery Machine

Toilet Paper Machine Machine

Order Collection

Cross Border Clients

Order cros border countries Collected

Industrial Machine Cllection

Agriculture Processing Machines

Ready for collection

Water Pump Equipment

Packaging Machine and accessories

Fabrics Manufacturing Equipment

Mining Equipments

Food Processing Machine

Batch of Orders

Batch of Orders

Latest Orders Labelled

wheel alignment machines

new arrivals

Pre Orders Offloading

Latest Arrivals

Latest Arrivals

Latest Arrivals

Loading

Toilet paper making machine

Toilet paper making machine

Toilet paper Rewinding Machine

latest arrivals

offloading

order success

order collection

order offloading










