B21, China Town Mall, Midrand







30Ton Zinc Alloy Chamber Die Casting Machine for Slider Making
Asset finance available
Do you want funding for this equipment?
Afrimart can connect you with trusted funding partners who specialise in asset finance for businesses like yours. Compare options and apply in minutes — final approval is subject to provider review.
Check funding options
Secure & no obligation

- Section : Machinery
- Category : Metal & Metallurgy Machinery
- SKU : 1601396151245

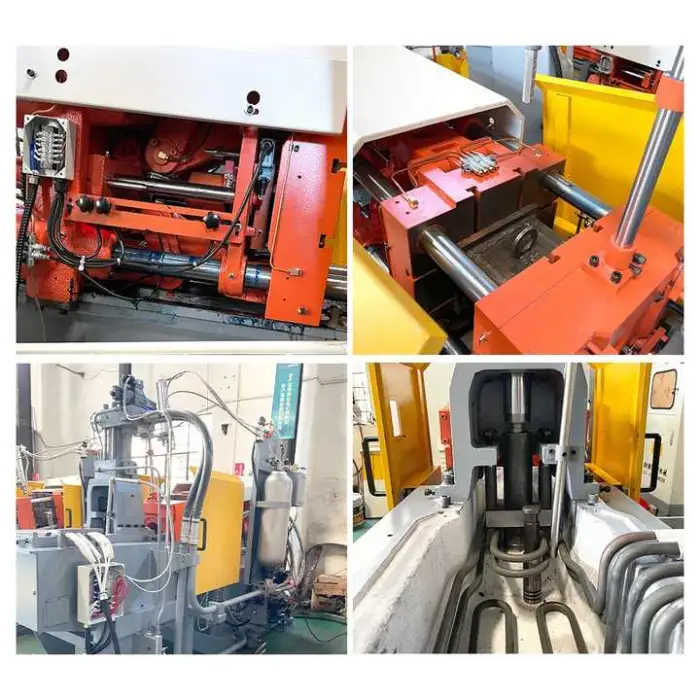
30Ton Zinc Alloy Chamber Die Casting Machine for Slider Making
The 30Ton Zinc Alloy Chamber Die Casting Machine for Slider Making is designed for efficiency and safety. This powerful machine is perfect for creating durable sliders and various other components. With its advanced features, it offers high productivity while being eco-friendly and energy-saving. Ideal for businesses looking to improve their manufacturing processes.
Specifications
| Attribute | Details |
|---|---|
| Type | Hot Chamber Die Casting Machine |
| Power (kw) | 7.5 |
| Voltage | 380V |
| Weight (kg) | 2300 |
| Max. Thickness of Die Block (mm) | 120 |
| Min. Thickness of Die Block (mm) | 300 |
| Ejection Force (kN) | 35 |
| Ejection Stroke (mm) | 45 |
| Dimension (L*W*H) | 2980*1450*1920 |
| Injection Weight | 0.7kg |
| Oil Tank Capacity | 200L |
| Tie Bar Diameter | 50mm |
| Force of Shot Material | 55KN |
| Stroke of Shot Material | 105mm |
| Stroke from Nozzle | 0-330/230mm |
| Punch Diameter | 42mm |
Key Features
- Automatic operation for ease of use.
- High safety level to protect operators.
- Energy-saving design reduces costs.
- Eco-friendly materials and processes.
- Competitive price for high-quality performance.
- High productivity for efficient manufacturing.
- Multifunctional machine for various applications.
Applications
- Making sliders for various industries.
- Producing components for automotive parts.
- Creating intricate designs in electronics.
- Manufacturing durable products in construction.
- Utilizing in hobby and DIY projects.
Product Info Gallery
- Shipping Timeframes: All orders are processed within 2-5 business days (excluding weekends and holidays). After your order has been processed, the estimated delivery time is before 04 Aug, 2026, depending on customs, Please note that due to high demand, some items may experience longer shipping times, which will be communicated at order confirmation email.
- Order Processing Time: Please allow 2-5 business days for us to process your order before it is shipped . Orders placed after 16:00 on Fridays, or during weekends and public holidays, will begin processing on the next business day. Processing times may be extended during peak seasons or sales events.
- Manufacturing Time: Some products needs manufacturing time, the manufacturing process will take approximately 10-30 business days depending on the product. This timeframe may vary depending on the complexity of the product and current demand. but this will be communicated with you during order confirmation.
- Returns and Exchanges: We offer a 30-day return policy for most items. If you are not completely satisfied with your purchase, you may return it within 30 days of receipt for a refund or exchange. Items must be unused, in their original packaging, and accompanied by proof of purchase. Return shipping costs are the responsibility of the customer, unless the item was damaged or defective upon arrival.
1. What is the 30Ton Zinc Alloy Chamber Die Casting Machine for Slider Making used for?
It is a hot-chamber die casting machine designed primarily to produce sliders and other small to medium zinc-alloy components for industries such as hardware, automotive, electronics and construction.
2. What type of die casting process does this machine use and which alloys is it suitable for?
This is a hot-chamber die casting machine optimized for zinc and other low-melting-point alloys (e.g., Zamak, zinc-based alloys). It is not suitable for high-melting alloys like most aluminum grades.
3. What are the main technical specifications I should know?
Key specs include: 30 Ton clamping, power 7.5 kW, voltage 380 V, machine weight 2300 kg, injection weight 0.7 kg/shot, oil tank capacity 200 L, tie bar diameter 50 mm, ejection force 35 kN and ejection stroke 45 mm. Physical footprint: 2980 × 1450 × 1920 mm.
4. The die block thickness numbers in the specification look odd. What are the maximum and minimum die block thicknesses?
The provided specs list Max thickness 120 mm and Min thickness 300 mm, which is likely a typographical error. Please confirm die block thickness limits with the supplier before ordering so tooling can be designed correctly.
5. What is the machine's shot capacity and relevant shot stroke information?
Injection weight per shot is 0.7 kg. Stroke-related specs include stroke of shot material 105 mm, stroke from nozzle 0–330/230 mm, and punch diameter 42 mm. These determine maximum fill volume and shot travel—confirm part-specific feasibility with the supplier.
6. How energy efficient and eco-friendly is the machine?
The machine is described as energy-saving and eco-friendly. Typical features that support this include efficient heater control, optimized cycle energy use, and reduced scrap through accurate metering. Recycling of gating/sprues and proper filtration further reduce environmental impact—ask the vendor for measured power consumption and energy-saving modes.
7. What safety features are included?
The machine description emphasizes a high safety level. Common safety features for this type include guarded moving parts, emergency stop, interlocks, and automatic sequences to prevent operator exposure during injection and ejection. Confirm the exact safety package with the manufacturer.
8. How fast can the machine produce parts (cycle time/throughput)?
Cycle time depends heavily on part geometry, wall thickness, cooling requirements and die design. Hot-chamber machines typically run cycle times in the low tens of seconds for many small parts. For an accurate throughput estimate, supply part drawings and process conditions to the supplier for evaluation.
9. What maintenance is required to keep the machine running well?
Regular maintenance includes cleaning the molten metal pot and nozzle, removing slag, checking and replacing wear parts (plunger, nozzle, thermocouples), hydraulic fluid and filter changes, lubrication of moving parts, and periodic inspection of seals and heaters. Follow the manufacturer's maintenance schedule.
10. What spare parts should I expect to stock?
Common wear items are plungers and plunger liners, nozzles, thermocouples, heaters, hydraulic seals and filters, and gaskets. Stocking these items reduces downtime—ask the supplier for a recommended spare-parts list.
11. What are the installation and site requirements?
Allow space for the machine footprint (approx. 2980 × 1450 × 1920 mm) plus operator access and maintenance clearance. Ensure a suitable concrete floor load capacity, 380 V electrical supply, compressed air if required, appropriate ventilation/exhaust, and safe handling for alloy transport. The oil tank capacity is 200 L—plan containment and fire-safety measures accordingly.
12. Is operator training provided or required?
Operators should be trained on hot-chamber die casting safety, melt handling, machine controls, maintenance and troubleshooting. Many suppliers offer training at delivery or as an add-on service—confirm training availability with your vendor.
13. Can the machine be customized for specific slider designs or other parts?
The machine is multifunctional and suitable for various applications, but tooling (dies) and process parameters must be tailored to each part. Discuss customization options and tooling support with the supplier to optimize part quality and cycle time.
14. What warranty and after-sales support are available?
Warranty terms and after-sales support vary by manufacturer. Typical offerings include limited warranty on components, availability of spare parts, remote or onsite technical support, and maintenance contracts. Request the supplier's warranty and service details before purchase.
Latest Order Arrivals
Discover our latest orders

12 Heads Embroidery Machine

Toilet Paper Machine Machine

Order Collection

Cross Border Clients

Order cros border countries Collected

Industrial Machine Cllection

Agriculture Processing Machines

Ready for collection

Water Pump Equipment

Packaging Machine and accessories

Fabrics Manufacturing Equipment

Mining Equipments

Food Processing Machine

Batch of Orders

Batch of Orders

Latest Orders Labelled

wheel alignment machines

new arrivals

Pre Orders Offloading

Latest Arrivals

Latest Arrivals

Latest Arrivals

Loading

Toilet paper making machine

Toilet paper making machine

Toilet paper Rewinding Machine

latest arrivals

offloading

order success

order collection

order offloading